Особенности газовой сварки, виды газов и оборудования
Применение газовой сварки: суть и назначение процесса, оборудование, преимущества и недостатки данного вида сварки, советы по выбору газа для различных видов металла.

Одним из широко распространенных видов соединения деталей из металлов и сплавов является газовая сварка. Она относится к группе, которая называется сваркой плавлением. По своей популярности она уступает первое место дуговой сварке. Для реализации процесса применяется так называемый сварочный газ. Его получают в готовом виде или в результате химических реакций. Особенности сварки заключаются в следующем:
- применяют различные газовые смеси;
- с ее помощью получают торцовые и стыковые швы.
Сущность процесса газовой сварки
Газопламенная сварка, или просто газовая, предполагает соединение двух деталей или листов металла с помощью создания расплавленных кромок с последующей диффузией основного металла с добавочным (припоем). Для этого в области шва создается высокотемпературная область благодаря горению определенного газа с заданной скоростью. Газовая сварка и резка металла производится за счет экзотермической реакции процесса горения подаваемой газовой смеси с жидким (расплавленным) металлом.

Для создания необходимой температуры горения используют смесь кислорода и одного из горючих газов. Одновременно подаются в газовый смеситель от отдельных источников. После смесителя их искусственно поджигают. Технология газовой сварки предполагает регулировку объема каждого компонента. Это создает наилучшие условия проведения сварки и резания металла. Такой принцип применяется во всех газопламенных агрегатах.
По второму способу сварка проводится в обратном направлении – от левого края к правому. Присадочную проволоку медленно перемещают за пламенем горелки, которое направляют на определенный участок. Обеспечивается лучшая глубина воздействия на края металла, улучшается схватывание за счет медленного остывания и постепенной кристаллизации расплавленного края. Данный метод позволяет получить меньшее рассеивание теплоты, что обеспечивает получение наклонных кромок в 70°. Такой угол способствует снижению объема наплавленного металла, повышению производительности, снижению расхода газовой смеси, припоя и флюса. Благодаря таким возможностям его применяют для сварки металла толще пяти миллиметров.
В обоих способах, кроме продольного движения струи пламени, делают небольшие поперечные движения. Они позволяют лучше прогревать поверхность металла, близкую к краю, и обеспечить надежное сваривание.
Назначение и область применения
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.
Пайка производится благодаря нагреву спаиваемых деталей и расплавлению припоя с добавлением флюса. В этом случае происходит поверхностная диффузия на стыках детали с расплавленным припоем. После остывания получается надежный и эстетичный шов, который можно подвергать обработке.
Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
Плюсы и минусы газовой сварки
Профессионалы отмечают следующие плюсы:
- доступность применения (сварочные работы можно производить в любом месте без привязки к сложному технологическому оборудованию и стационарным источникам энергии);
- обеспечение широкого диапазона температур плавления;
- возможность сварки большого количества разных по свойствам металлов: от чугуна до цветных сплавов;
- при правильном подборе вида пламени и скорости горения совместно с соответствующим припоем и флюсом добиваются качественных и надежных швов;
- последовательные нагрев и остывание не позволяют образовываться трещинам и пустотам, нарушающим целостность соединения;
- транспортировать газовый аппарат достаточно просто;
- себестоимость сварочных работ невысокая (не требуется дорогого сложного оборудования).
- создается обширная площадь нагрева (может привести к повреждению близлежащих термонестойких элементов конструкции);
- увеличение толщины заготовки приводит к существенному снижению производительности операции (применение данной технологии для листов или деталей, толщина которых превышает пять миллиметров, становится нерентабельным);
- имеет ограничение по применению (проведение сварочной операции внахлест нецелесообразно в связи с высокой вероятностью создания неблагоприятных напряжений в металле, которые могут привести к деформации или разрушению места стыка);
- реализация этой технологии плохо поддается автоматизации;
- высокая опасность пожара и взрыва используемых компонентов при хранении и переноске к месту проведения работ.
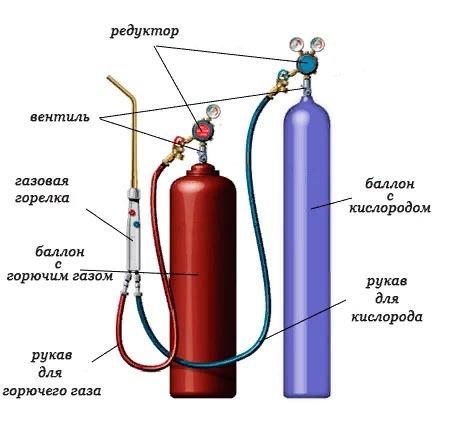
Оборудование и материалы для газовой сварки
- газовый генератор, являющийся источником ацетилена;
- баллон с кислородом (для обеспечения процесса горения);
- газовый редуктор;
- комплект предохранительных клапанов (позволяют повысить безопасность применения газового оборудования);
- специальный газовый шланг для подачи соответствующего газа (для каждого вида рукава имеют свою конструктивную особенность, замена одного на другой категорически запрещена);
- газовая горелка;
- различные виды припоев и флюсов.
Для удобства применения оборудование для газовой сварки размещают на специальной тележке. Это позволяет придать всей конструкции определенную мобильность и облегчить транспортировку от одного объекта к другому.
Горелки подразделяются на два типа: обычные и инжекторные. При использовании газовой горелки необходимо контролировать скорость выхода газа, длину пламени и создаваемую температуру. Флюс для выполнения сварки выбирают на основании известных характеристик металла и требуемых задач. В качестве припоя используется проволока. Она служит источником дополнительного металла при сварке. Применение присадочного материала позволяет качественно выполнить сварку и получить надежное соединение.
При проведении операции резания металла вместо горелки применяют газовый резак. Кроме основного оборудования, сварочный пост оснащается набором слесарного инструмента, необходимого в процессе проведения работ.
Проволока и флюс
В качестве флюса применяют специальные химические составы на основе борной или кремниевой кислоты с соответствующими добавками. Они выпускаются в форме паст, порошков, растворов. Для получения наилучшего эффекта такие растворы изготавливают самостоятельно.
Виды и назначение используемых газов
Газ выбирают в зависимости от технических условий процесса сварки и резания металла.
В качестве основных газов для создания горючей смеси применяют:
- кислород (служит катализатором плавления и поддержания стабильности процесса горения);
- ацетилен (это смесь водорода и кислорода с содержанием аммония, полученная в результате химической реакции диссоциации);
- метан;
- пропан.
Кислород бывает трех категорий: высшей, первой и второй. Категория зависит от процентного содержания кислорода. Чистота газа влияет на качество сварки, особенно на процесс резки. Смеси ацетилена и кислорода хранятся в баллонах или получаются в газогенераторе.
Как выбрать газ в зависимости от вида металла
На правильный выбор требуемого газа основное влияние оказывает толщина листа металла, с которым предстоит работать. Такой выбор легко сделать, обратившись к соответствующим таблицам. Они составлены на основе расчетов и учета опыта применения газов в различных условиях. Например, для сварки листов углеродистой стали целесообразно применять смесь аргона и диоксида углерода с последующим добавлением кислорода.
Имеете опыт работы с газовой сваркой? Обязательно поделитесь им в комментариях к данной статье!
Особенности и преимущества газовой сварки

Что такое газовая сварка
Опыты по сварке и резке металлов с помощью горючих газов впервые были проведены в конце XIX века. В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
Благодаря целому ряду уникальных возможностей, газовая резка и сварка металлов получили широкое распространение, несмотря на уже известную в то время электросварку. Сильно милитаризованный мир начала XX столетия пришёл в восторг от возможности сварки и резки металлов под водой. Уже в 1917 г. подводная кислородная резка была поставлена на службы военно-морских ведомств Англии и Америки.
Россия впервые увидела газовую сварку на демонстрационных опытах в Московском техническом училище в 1906 году. Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.
Физико-химические основы газовой сварки
Виды сварки, использующие тепловую энергию, относятся к термическому классу. В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
Нагрев и плавление металлов происходит под воздействием теплоты, выделяющейся из горелки в результате реакции окисления между ацетиленом и кислородом.
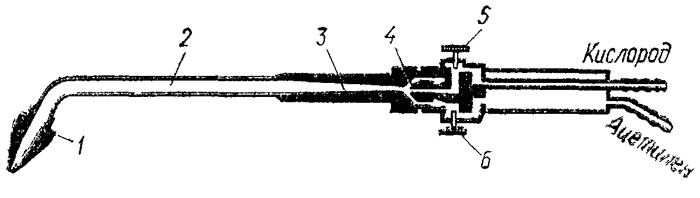
Эскиз горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — инжектор; 5 — кислородный вентиль; 6 — ацетиленовый вентиль
С точки зрения кинетики химических и диффузионных процессов, сварка металлов плавлением является высокотемпературным процессом, который активирует химические реакции между металлом, средой, шлаками и создаёт условия для диффузионных процессов соединения металлов. Атомы и молекулы металлов входят в тесное соприкосновение и образуют новые молекулы, из которых состоит материал сварного шва.
Замечательной особенностью этого вновь образованного материала сварного шва является то, что его прочность, зачастую, бывает выше прочности исходных материалов. Это качество подтверждено как лабораторными физическими исследованиями, так и реальными фактами разрушения материала около шва в то время, как шов остаётся целым.
Для надёжного ведения газосварочных работ необходимо выполнение условия двукратного превышения температуры горения газа над температурой плавления металла. Такие условия можно создать только с помощью ацетилена, имеющего температуру горения 3150 0 С. Этот газ позволяет варить практически все виды стали. Говорить о преимуществах и недостатках этого вида сварки можно только с учётом свойств газов, задействованных в процессе.
Какой газ подходит для сварки
Кислород
Кислород получают из воздуха методом криогенной ректификации. По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
1-й сорт содержит 99,7% кислорода;
2-й сорт содержит 99,5% кислорода;
3-й сорт содержит 99,2% кислорода.
Разница в процентном содержании может показаться незначительной, но это не так. Сорт очень важен, особенно при резке металлов. Даже незначительное уменьшение содержания кислорода снижает скорость резания и увеличивает расход газа. Чаще всего, кислород к месту работы доставляют в баллонах под давлением 150 – 165 атм.
Ацетилен
Существует два способа ведения работ с использованием ацетилена. В первом случае его получают на месте проведения работ в специальном устройстве. Реактивами служат карбид кальция и вода. Однако большее распространение получил способ доставки готового ацетилена к месту работ.
Баллонная доставка ацетилена отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью этого газа. Заполненные активированным углём баллоны пропитывают ацетоном. Такой приём позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны объёмом 40 литров, из которых в нормальных условиях получают 4,5 м 3 газа.
Другие газы
Другие газы используют исключительно по причине дороговизны ацетилена. В качестве заменителей чаще всего используют или пропан, или пропанобутановую смесь. Эти газы обладают высокой теплотворной способностью, но потребляют в три раза больше кислорода, что сводит экономический эффект от их применения почти до нуля. Цветные металлы, имеющие более низкую температуру плавления, свариваются пропаном со значительной экономией.
Гораздо реже используют другие заменители ацетилена, так как они имеют ещё более низкую температуру сгорания. Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, которое способствовало широчайшему внедрению газовой сварки – её простота. Список необходимого оборудования краток, что делает этот вид сварки незаменимым для неспециализированных производств. Попробуйте найти на сельской ферме электросеть достаточной мощности, сварочный генератор, специалиста для его профилактики и ремонта и ещё много чего. А пару баллонов с газом и резак всегда можно прикатить вручную в любую точку села.
Простота метода заключается не только в простоте оборудования, но и в простоте ведения сварки. Регулируя количество газа, проходящего через горелку и её наклон, можно менять скорость и площадь нагрева, задавая различные режимы сварки.
К недостаткам относят высокую стоимость ацетилена, низкую производительность его заменителей, которая обусловлена небольшой скоростью прогрева металла. Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Совокупность положительных и отрицательных качеств газовой сварки и определяет выбор технологов при различных условиях ведения работ. Можно с уверенностью сказать, что газовая сварка прочно вошла в технологические процессы и вряд ли сдаст свои позиции в ближайшее время.
Практическое применение газовой сварки
Проще было бы сказать о том, где не применяется газовая сварка. Это универсальный метод и область его применения ограничена только соображениями рентабельности. Есть место, где эту разновидность сварки можно считать незаменимой – это кузовной ремонт и прочие места, где варят очень тонкую листовую сталь.
Традиционно этому виду сварки отдают предпочтение при:
монтаже труб диаметром до 50 мм.;
сварке цветных металлов (алюминия, меди) и их сплавов;
сварке чугунных изделий.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
Технология и способы ведения газовой сварки
Технологический процесс газовой сварки предусматривает чистку краёв свариваемых деталей. Края освобождаются от мусора, грязи, окалины, шлака и зачищаются металлическими щётками. Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
На следующем этапе подготовки подбирают горелку по мощности. Понятно, что более толстому металлу будет соответствовать более мощная горелка. Мощность горелки определяется её способностью пропускать то или иное количество газа в единицу времени.
Существует два основных способа газовой сварки: левый и правый. Левым способом сваривают металлы толщиной до 3 мм. Горелку ведут справа налево. Присадочная проволока, диаметром равная половине толщине металла плюс 1 мм., должна быть впереди горелки. Это самый распространённый способ, т.к. в этом случае сварщик хорошо видит шов и, естественно, внешний вид шва получается лучше.
При правом способе сварки горелка движется слева направо, и вслед за ней движется присадочный пруток, диаметром равный половине толщины металла. Этим способом варят листы толщиною более 3 мм. Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления. Сварочный шов получается не такой красивый, как при левом способе, но более качественный.
Как вы могли заметить, нет однозначного превосходства одного способа сварки над другим. Выбор зависит от многих факторов и ставит перед технологами непростую задачу. Кроме способа ведения горелки, технологи должны задать способ сварки.
Сквозной валик
Это наиболее простой и часто используемый способ. Соединяемые листы располагают с зазором равным половине толщины металла. Далее происходит оплавление кромки до появления сквозного отверстия. Затем его заливают расплавленным металлом кромки.
Газовая сварка ванночками
Используется для соединения углов и стыках при толщине металла не более 3 мм. Данный метод предусматривает применение присадочного прутка или проволоки. На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
При этом горелка перемещается на новый участок шва круговым движением, где образуется новая ванночка, перекрывающая предыдущую на треть диаметра. Этот способ показывает хорошие результаты при сварке тонких листов и труб из малоуглеродистой и низколегированной стали.
Многослойная газовая сварка
Применяется только для сварки ответственных изделий. Очень высокого качества, но требует больших затрат времени и газа. Преимущества заключаются в меньшей зоне нагрева металла, отжиге нижних слоёв во время сварки последующих. Проводится сварка короткими участками с очисткой каждого предыдущего слоя от окалины. Для повышения качества шва каждый предыдущий слой может проковываться перед наложением следующего.
Оборудование для газовой сварки
Газовая горелка

Основным рабочим инструментом газосварщика является газовая горелка. Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны – два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Конструктивно горелки могут быть выполнены как инжекторными, так и безинжекторными. Встречаются следующие разновидности горелок:
однопламенные и многопламенные.
По мощности горелки разделяют на горелки малой, средней и большой мощности. Горелки большой мощности используются крайне редко. Горелки малой мощности получили самое большое распространение. Ими варят листы металла толщиной от 0,2 до 7 мм. Листы металла толщиной от 0,5 и до 30 мм. варятся с помощью горелок средней мощности. Для получения наилучших показателей по рентабельности и производительности горелки малой мощности комплектуются четырьмя видами насадок, а горелки средней мощности имеют семь видов насадок.
Существует особый класс микромощных горелок, но они очень специфичны и используются крайне редко. Новые образцы горелок могут быть оборудованы устройством пьезоподжига.
На сайте производителя КЕДР Вы можете ознакомиться с каталогом газовых горелок и сделать правильный выбор.
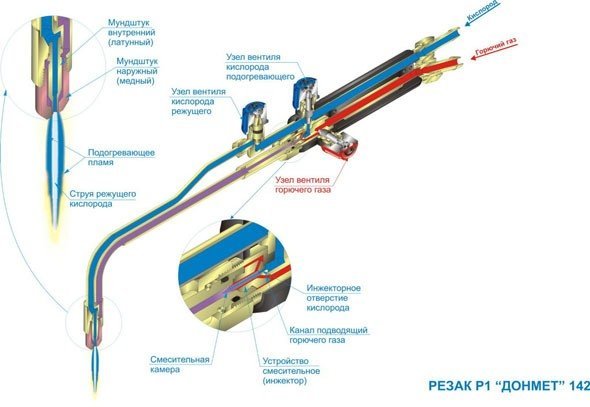
Газовые резаки

По принципу действия газовые резаки мало отличаются от горелок, но имеют некоторые конструктивные отличия. В отличие от обычной горелки, резак имеет два отдельных канала подачи горючего газа и кислорода. На каждом канале имеется регулировочный вентиль, с помощью которого можно управлять режимами работы резака: разогревом либо резкой.
Большинство пользователей сходятся во мнении о том, что газовая резка металла – самый удобный и экономичный способ. В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
Пропан – доступный и дешёвый газ в совокупности с недорогим пропановым резаком стали незаменимыми помощниками при раскрое листовых заготовок и для работ по демонтажу металлических конструкций.
С газовыми резаками производства компании «Кедр» можно ознакомиться в каталоге. Здесь же можно получить профессиональную консультацию, сделать свой выбор и оформить заказ.
Горелки и резаки от компании «Кедр» и другое газосварочное оборудование отличаются длительным сроком службы, надёжной работой и особым удобством в обращении. Этот результат достигнут при тесном сотрудничестве со специалистами отдела эргономических исследований нашей компании. Кроме доступной цены и высокого качества, мы предлагаем лучшие условия при оплате и доставке по Москве и всей России.
Преимущества и недостатки газовой сварки
 Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.


Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Технология газовой сварки для начинающих
По популярности газовая сварка находится на втором месте после электродуговой. Технология относится к виду сварки плавлением. Газосварочное оборудование обеспечивает надежное соединение цветных и черных металлов.

Что такое газовая сварка
Сущность газовой сварки заключается в том, что металл соединяемых заготовок и присадочного материала плавится теплом, выделяемым при сгорании горючих газов. Для получения высокой температуры они смешиваются с чистым кислородом в смесителе газовой горелки. Соотношение компонентов можно оперативно изменять регулировкой объемов, подаваемых в смеситель. Это позволяет настраивать оптимальный режим сварки или резки.

У газовой сварки, по сравнению с дуговой, скорость нагревания рабочей зоны меньше. Эту особенность относят к достоинствам при работе с инструментальной сталью, чугуном, цветными металлами. Сварка этих металлов должна проводиться с медленным нагревом и охлаждением. К ним также относятся некоторые марки легированной стали.
Отличительной особенностью газовой сварки является возможность сваривать почти все металлы.
Достоинства и недостатки
К плюсам газовой сварки относят:
- низкую цену оборудования;
- возможность сварки и резки в полевых условиях;
- регулирование мощности пламени в широких пределах;
- сварку большинства видов металла и сплавов ― от алюминия до легированных сталей;
- плавный нагрев, предотвращающий деформацию деталей и образование трещин.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла. По этой же причине технология не рентабельна при сварке заготовок толщиной больше 5 мм из-за перерасхода газа.
- Нагрев большой площади прилегающих к шву участков способствует образованию остаточных напряжений в металле.
- При соединении внахлест высока вероятность деформации деталей.
- Процесс газовой сварки из-за особенностей принципа работы трудно поддается механизации.
- Применение легковоспламеняющихся газов связано с высокой взрывопожароопасностью.
Область применения
Газовую сварку металлов применяют для выполнения:
- сборки и ремонта изделий из стали толщиной до 5 мм;
- монтажа трубопроводов небольшого диаметра;
- наплавки твердых сплавов и цветных металлов на сталь и чугун;
- монтажа конструкций из тонкостенных труб;
- заделки дефектов на отлитых заготовках.
Широкое распространение газопламенная сварка получила в строительстве, сельском хозяйстве, ремонтных мастерских.
Применяемое оборудование
В комплект оборудования для сварки газом входят:
- Водяной затвор для предотвращения повреждения элементов оборудования обратным пламенем. Устанавливается между горелкой и источником ацетилена. По мере испарения воду доливают.
- Баллоны с кислородом и горючим газом или генератор ацетилена. По правилам техники безопасности газ не должен контактировать с краской. Поэтому верхнюю часть баллонов не окрашивают. Чтобы при контакте ацетилена с медью не произошел взрыв, на баллонах с этим газом должны устанавливаться вентили из другого металла.
- Газовая горелка, обычная или инжекторная.
- Редукторы для снижения давления газа и кислорода на выходе из баллонов.
- Шланги для соединения газовой горелки с баллонами. На шлангах для горючих газов нанесена желтая полоса.

Если газосварочные работы проводятся в разных местах, оборудование устанавливают на тележку с соответствующими креплениями. На предприятиях устраивают стационарные газовые посты с вентиляцией и шкафами для хранения баллонов.
Какие газы используются при сварке
Для того, чтобы газы сгорали с максимальной эффективностью нужен кислород без примесей. В зависимости от степени очистки он бывает:
- высшего сорта (концентрация 99,5 %);
- 2-го (99,2 %);
- 3-го (98,5 %).
Так как варят газосваркой не в стерильных условиях, следует учитывать, что при контакте кислорода с техническими маслами может произойти самовозгорание. Баллоны должны храниться в помещении, где нет источников открытого огня в месте, куда не попадают солнечные лучи.
Чаще всего в паре с кислородом используют ацетилен, так как его температура горения доходит до 3400⁰C. Его получают из карбида кальция при растворении в воде.
При высоком давлении или температуре ацетилен взрывается. Поэтому, по правилам безопасности установка водяного затвора обязательна.
Второе место с температурой горения до 2800⁰C занимает пропан. Газовые смеси кислорода с метаном, водородом, парами керосина, блаугазом по температуре значительно уступают лидерам. Применяются для работы только с цветными металлами с низкой температурой плавления.
Расходные материалы
Расходными называют сварочные материалы, необходимые для формирования швов. Для заполнения зазоров между соединяемыми деталями используется присадочная проволока. Ее диаметр выбирают в зависимости от толщины заготовок и способа сварки. Если проволоки нужной марки нет, ее можно заменить полоской металла, из которого сделаны детали.
Для защиты расплавленного металла от окисления при контакте с воздухом используют флюс, который создает защитную среду за счет выделения газов при нагреве. Особенно это актуально при сварке меди и алюминия, а также их сплавов. Для углеродистой стали такая защита необязательна. Во все виды флюса в качестве основного компонента входит борная кислота. Составы готовят в виде пасты, порошка, раствора. Флюс наносят на детали или присадочную проволоку.
Технология и способы газовой сварки
Технология газовой сварки подразделяется на два вида:
- Газопламенный вид выполняется с образованием сварочной ванночки за счет плавления кромок деталей и присадочной проволоки.
- Газопрессовая сварка выполняется без присадочных материалов и флюсов. После расплавления кромок детали плотно сжимаются между собой и удерживаются до остывания шва.

В обоих случаях кромки предварительно очищают от грязи, ржавчины наждачной бумагой или металлической щеткой. Аналогично обрабатывают присадочные материалы.
Техника газовой сварки позволяет накладывать швы независимо от пространственного положения ― от нижних до потолочных. При наложении потолочных швов расплавленный металл удерживают давлением газовой смеси. Для соединения деталей с предварительно отбортованными кромками присадочная проволока не нужна. Чаще всего газовой сваркой заготовки соединяют встык, угловыми и торцевыми швами реже. Скорость нагревания кромок деталей регулируют углом наклона относительно поверхности деталей. Чем больше его величина, тем быстрее нагревается металл.
На практике применяются следующие способы сварки:
- Левый используют для работы с металлами толщиной до 3 мм с низкой температурой плавления. Пламя ведут вдоль стыка справа налево. Для лучшего прогрева кромок деталей совершают колебательные поперечные движения мундштуком. При левом способе газовой сварки присадочную проволоку перемещают перед горелкой. Ее диаметр должен быть в 2 раза меньше толщины деталей плюс 1 мм.
- Правый применяют для сварки заготовок толщиной более 3 мм с разделанными под углом кромками. Пламя ведут от левого края стыка к правому, присадочную проволоку, опустив конец в сварочную ванну, продвигают вслед за мундштуком. Ее диаметр не должен превышать половины толщины деталей. За счет лучшей защиты сварочной ванны пламенем при правом способе качество швов выше, чем при левом. Кроме этого на 10% сокращается расход газа и на 20% продолжительность процесса.

У сварки пропаном и альтернативными газами есть особенности, учитывать которые новичкам трудно. Поэтому на начальном этапе обучения для начинающих сварщиков лучше использовать стандартную смесь кислорода с ацетиленом. Отработку навыков проводят на разных видах металла.
Выравнивание пола самовыравнивающейся смесью: технология процесса, виды смесей

Возросшие требования к качеству ремонта стимулируют производителей строительных и отделочных материалов на создание современной высококачественной продукции. К такой продукции смело можно отнести новое поколение самовыравнивающихся смесей для пола. Они подвижны, легко растекаются и быстро набирают прочность. Выравнивание пола самовыравнивающейся смесью – быстрый и надежный способ для получения безупречно ровного пола.
Cамовыравнивающиеся смеси – современный подход к обустройству пола
Выравнивание пола самовыравнивающейся смесью: виды и свойства смесей
Самовыравнивающиеся смеси для пола по своему применению разделяют на несколько типов:
- грубые смеси – применяются для устройства пола в черновом варианте. Слой нанесения, как правило, составляет около 6 см. Используется как основание под покрытие (ламинат, плитка, паркет), а также для устранения дефектов в существующей стяжке: выбоин, трещин, бугров;
- финишные смеси – слой нанесения тонкий (минимальный — 2 мм, максимальный -не больше 10 мм). Применяется в качестве финишного покрытия. Характеризуется быстрым высыханием;
- смеси повышенной прочности – имеют хорошее сцепление с поверхностями и высокие прочностные показатели. Нашли применение в устранении локальных повреждений пола (трещины, ямы). Применяются для выравнивания деревянных полов;

Выравнивание пола самовыравнивающейся смесью – быстрый и надежный способ для получения безупречно ровного пола
- быстросохнущие смеси – к использованию таких смесей прибегают, когда время ремонтных работ ограничено. Сохнут в течение двух-трех часов, однако, использовать как основание под напольное покрытие рекомендуется не раньше, чем через два дня. Нуждаются в дополнительной армирующей прослойке.
Зачастую для получения желаемого результата поэтапно используют несколько типов самонивелирующихся смесей.

Для получения качественного пола используйте самовыравнивающиеся смеси проверенных производителей
Самовыравнивающиеся смеси для пола различаются по своему составу:

Полимерные наливные полы обладают поверхностной прочностью и долговечностью
Технология выравнивания пола самовыравнивающимися смесями
Для того чтобы заливка пола самовыравнивающейся смесью дала желаемый результат, принципиальное значение имеет правильный подбор сухой смеси. Для разных типов поверхностей, подлежащих выравниванию, а также в зависимости от состояния этих поверхностей, технология использования отличается.
Выравнивание пола самовыравнивающейся смесью своими руками может занимать от 1 до 14 дней. На основание из быстросохнущей смеси можно укладывать финишное покрытие уже через пару часов. Однако, свойства этих смесей не позволяют использовать их для масштабных реконструкций.
Инструменты для заливки пола своими руками
Технология заливки пола своими руками предусматривает наличие специальных инструментов, без помощи которых невозможно добиться требуемого выравнивания:
- емкость для замешивания сухой смеси – выбирайте емкости с объемом, позволяющим использовать за один раз мешок из 25 кг смеси;
- перфоратор или дрель с насадкой-миксером – так как растворы быстросохнущие, требуется качественное и быстрое заливание;
- шпатель зубчатый (шириной до 100 см) – чтобы смесь проявила свои функции, необходимо раскатать ее ровным и толстым слоем. Зубцы по размеру должны соответствовать толщине слоя;

Игольчатый валик для равномерного распределения раствора самовыравнивающейся смеси и удаления пузырьков воздуха
- валик игольчатый с телескопическим держателем – для ровного раскатывания раствора и удаления воздуха;
- шипованные насадки для обуви – обычно используют шипы на подошве длиной до 3 см, в них можно передвигаться по залитой стяжке, не оставляя следов;
- правило – используется при заливке стяжки по маякам;
- уровень строительный – желательно от 1,5 до 2 м, необходим для расчета расхода самовыравнивающейся смеси для пола и проверки качества заливки.

Строительное правило – используется при заливке стяжки по маякам
Подготовительные работы
Технология работ по заливке пола своими руками самонивелирующимися растворами предполагает тщательную подготовку основы. Не допускается наличие в основании трещин или свищей, куда возможно затекание жидкой смеси. Все дефекты предварительно заделываются шпатлевкой или покрываются черновой стяжкой.
После обработки основания, убирается весь мусор, остатки старого покрытия, так как даже малейшее излишнее включение может ослабить сцепление смеси с базовой основой. Впоследствии это может привести к растрескиванию наливного пола. Когда основание очищено от мусора, необходимо его обработать грунтовкой. В случае быстрого впитывания грунтовочного состава процедуру повторяют.
Грунтование – важный процесс, после его применения самовыравнивающаяся смесь имеет хорошее сцепление и ложится равномерным слоем.

Грунтование – важный процесс, после его применения самовыравнивающаяся смесь имеет хорошее сцепление и ложится равномерным слоем
Приготовление своими руками раствора из сухой самовыравнивающейся смеси для пола
Приобретая самовыравнивающиеся смеси для пола, потрудитесь ознакомиться с инструкцией, где указаны необходимые пропорции приготовления растворов. Следуйте указаниям, так как чрезмерно жидкая смесь легче растекается и разравнивается, но при этом утрачивает свои заявленные качества. В наливной стяжке могут появиться трещины и сколы.
Также важно соблюсти последовательность приготовления раствора. Если высыпать в емкость сухую смесь, а затем в нее добавить воду, то добиться однородной консистенции, без комков, будет сложно. Правильная технология заключается в том, что сухая смесь засыпается в воду, а не наоборот. Перемешивать следует старательно, учитывая тот факт, что текучесть раствора сохраняется примерно в течение 30 минут. После того как стяжка загустевает, она становится непригодной для заливки.

Раствор самовыравнивающейся смеси должен иметь однородную консистенцию
Расход сухой смеси для заливки пола определяется в зависимости от толщины слоя, вида смеси и структуры базовой основы (наличие перепадов, выбоин и т.д.), на которую смесь заливается. Расход смеси для одного квадрата заливки толщиной в 1 мм составляет около 0,5 кг. Для сокращения расхода смеси можно применить подстилающую прослойку с добавлением к смеси кварцевого песка. Такая прослойка обеспечит дополнительное выравнивание и значительно уменьшит расход самовыравнивающейся смеси.
Кроме того, для уменьшения расхода основной смеси, можно использовать при укладке пола полимерные составы (например, полиуретановую пропитку), являющиеся более экономичными.

Цементная самовыравнивающаяся смесь для черновой стяжки пола
Способ заливки пола самовыравнивающейся смесью своими руками, видео-примеры работ
Приступая к заливке пола, рекомендуется ознакомиться с советами профессионалов по устройству наливного пола, просмотреть видео-информацию по соответствующей тематике. Самовыравнивающиеся смеси для пола удобнее заливать, когда в процесс вовлечены несколько участников: для замешивания, заливки и разравнивания стяжки.
Емкость с раствором переворачивается в требуемом месте и с помощью шпателя раскатывается на основании. Во избежание дефектов покрытия необходимо удалить возможные воздушные пузырьки с помощью игольчатого валика.
Время высыхания стяжки на полу зависит от выбора состава смеси, ее толщины и условий выполняемых работ. Желательно не охлаждать и не перегревать готовую поверхность. Через указанное в инструкции время наливной пол готов к устройству напольных покрытий.
Для наглядности посмотрите подборку видео по устройству наливного пола своими руками.
Технология выравнивания деревянного пола самовыравнивающейся смесью
Для выполнения работ по выравниванию деревянного пола своими руками, необходимо учесть некоторые особенности. Сама технология остается аналогичной заливке бетонного основания, но с применением определенного вида смесей. Такие смеси содержат в своем составе полимеры и волокнистые добавки (стекловолокно). Благодаря им обеспечивается достаточное сцепление с деревянной поверхностью пола и отсутствие растрескивания.

Приобретая самовыравнивающуюся смесь для выравнивания деревянных полов, убедитесь что её состав подходит для заливки деревянных поверхностей
Подготовка деревянных полов к выравниванию включает в себя укрепление прогибающихся досок, очистку от старой краски, заделку щелей акрилом, шлифовку всех неровностей и откалывающихся элементов. После этого удаляется мусор и пыль и деревянное основание тщательно грунтуется в два слоя, что дополнительно улучшит сцепление с самовыравнивающейся стяжкой и предотвратит гниение деревянной основы.

Шипованные насадки для обуви позволяют передвигаться по залитой стяжке не оставляя следов
Далее своими руками готовится раствор самовыравнивающейся смеси и производится заливка деревянного пола. В этом процессе нелишним будет привлечение к работе нескольких человек: один – перемешивает раствор, второй – распределяет по основанию, третий – разравнивает и удаляет воздух. Как только самовыравнивающаяся смесь на деревянных полах высохнет – можно приступать к финишной укладке покрытия.
Для примера в интернете можно найти видео-инструкции заливки деревянного пола самонивелирующейся смесью.
На сегодняшний день выравнивание пола самовыравнивающейся стяжкой является быстрым, несложным, хотя и не самым дешевым способом.
Технология выравнивания поверхности при помощи самовыравнивающихся смесей
Главная страница » Статьи » Технология выравнивания поверхности при помощи самовыравнивающихся смесей
Технология выравнивания поверхности при помощи самовыравнивающихся смесей
Очень часто происходит, когда основание пола имеет большое количество выбоин, трещин, сколов, которые приходиться длительное время заделывать. При этом необходимо ждать определенное время пока раствор высохнет, чтобы приступить к заливке основного слоя. Альтернативой этому будет применение смесей нового поколения, и осуществить заливку пола самовыравнивающейся смесью. Такие полы обладают большим количеством преимуществом, которые по прочности превосходят и бетонные стяжки.
Содержание:
- Достоинства и недостатки
- Область применения
- Виды смесей
- Рабочий инструмент
- Подготовка основания
- Деревянная поверхность
- Приготовление смеси
- Расход материала
- Процесс выравнивания
Достоинства и недостатки
Выравнивание пола самовыравнивающейся смесью выполняется очень легко и просто. Достаточно замешать с добавлением воды, после чего вылить готовый раствор на основание. В итоге получается действительно гладкая поверхность, вдобавок ко многим другим основным положительным качествам:
- Моментальное высыхание готового раствора после заливки.
- Спустя несколько часов можно спокойно двигаться по поверхности.
- Даже неопытный человек способен выполнить заливку, не имея опыта работы.

Нельзя обойти в этот момент и недостатки, с которыми можно столкнуться во время заливки пола самовыравнивающей смесью. Само основание должно тщательным образом готовиться до начала работ. Никакой грязи и пыли быть не должно. В противном случае о качестве высохшего основания можно забыть. При этом необходимо иметь хотя бы представление о порядке выполнения монтажа стяжки, чтобы не столкнуться с демонтажем.
Затраты уходят не только на работу по заливке, но и на приобретение самой смеси. Стоит отметить, что цена не совсем маленькая. Необходимо принимать меры личной безопасности при выполнении заливки, так как даже незначительные капли при попадании на кожу человека вызывает ожог. Кроме этого, до полного высыхания выделяется огромное количество вредных веществ, а сама смесь обладает высоким уровнем огнеопасности.
Посмотрев на имеющиеся минусы, можно сделать вывод о том, что при правильном подходе и оснащении их можно с легкостью избежать. Главное делать все с умом и получится отличный результат.
Область применения
Залить выравнивающий пол можно не только с целью подгонки основания под уровень, но и для других направлений, имеющих узкую конкретику. Это грунтовка основания, избавление от возможной пыли, улучшение структуры поверхности, которая будет обрабатываться.

И к тому же, за счет быстрого высыхания готового раствора, не успевают появиться трещины и образоваться усадка. Вода полностью тратиться на затвердевание смеси и не попадает в основание.
Можно встретиться с таким понятием, как грубые ровнители. С их помощью выполняются черновые полы, даже в том случае, когда осуществлена стяжка по «теплому полу» или просто по данной системе.
Виды смесей
Состав смеси будет зависеть от определенных условий, а также от устраиваемого помещения. Есть некоторые пункты, на которые стоит обратить внимание в тот момент, когда посещается магазин с целью приобрести самовыравнивающие составы:
- Сухость в помещении (уровень влажности).
- Использование декоративной отделки в качестве дополнительного элемента.
- Контактирование в последующем с водой (ванная, кухня, туалет).
- Обладание смеси дополнительными преимуществами: поглощение шума, против скольжения, повышенной уровень теплоизоляции.
- Применение химических веществ, бытовой химии после монтажа для мытья пола.
- Основание для пола и его способность забирать себе влагу.
- Выровнять пол самовыравнивающей смесью под напольное покрытие или в качестве финишного слоя.

Когда с этим определились, можно приступать к дальнейшему выбору смеси для работы. В зависимости от состава, она будет обладать определенными качествами и характеристиками, которые необходимы в том или ином случае при осуществлении монтажа.
В качестве грунтовки или для обеспыливания поверхности подойдут смеси на основе цемента. Они обладают низкой стоимостью. По причине тонкого слоя, максимальный срок службы пола составляет три года. Среди достоинств можно выделить отличный уровень адгезии с последующими слоями наливного пола, в качестве основы может быть даже влажная поверхность, способен противостоять морозам и низким температурам, не трескаясь после высыхания. Но все же полная прочность раствора достигается лишь спустя 3-4 недели после заливки, а внешний вид не является привлекательным. Лучше всего использовать некоторые красители.

Для «теплого» пола отличным вариантом будет смесь на гипсовой основе. Больших требований к поверхности не имеется, но при этом готовый раствор в итоге предоставит отличные качества теплопроводности. К достоинствам можно отнести экологичность и скорое высыхание поверхности после заливки. Главное, чтобы основа была сухой и соответствующее помещение. При этом гипсовая стяжка может делаться даже на уровне 10 см от основания. Никаких ограничений тут не имеется. Большую популярность имеет отечественное производство смесей «Старатели», которые применимы не только для машинного устройства заливки, но и ручного.

Залить пол самовыравнивающейся смесью на основе эпоксидных смол можно с получением больших положительных качеств. Но при этом они имеют и свои недостатки, к которым относят низкая степень противодействия износу, могут образовываться трещины от внешнего воздействия, при попадании жидкости на поверхность она становится очень скользкой. Область применения – химические лаборатории. Но вряд ли они смогут радовать хозяина на кухне или в ванной комнате.
Выравнивание полов заливкой на полимерной основе имеет достаточное количество плюсов:
- Способность оставаться неизменным при скачках температуры.
- Длительность эксплуатации. Все качества при этом сохраняются на первоначальном уровне.
- Легко выдерживает нагрузки, вибрации, удары. Это позволяет их заливать на складских помещениях, а также в промышленности.
- Высокая степень шумоизоляции и водонепроницаемости.
Стоит отметить, что такие смеси имеют высокую стоимость, и очень требовательны к процессу подготовки основания под заливку, которое должно быть к тому же сухим.
Так что перед тем, как правильно выровнять пол смесью, следует остановить на ее конкретном варианте, чтобы получить желаемый результат.
Рабочий инструмент
Приобретение необходимого количества смеси будет зависеть от основания, его состояния и количества дефектов.

Если происходит финишное выравнивание поверхности самовыравнивающейся смесью, то пригодится в работе дрель и насадка-миксер, специальные емкости определенного объема для замешивания раствора для работы, шпатель, при помощи которого смесь будет распределяться по всей поверхности равномерно, аэрационный валик, способный удалить образовавшиеся в момент замешивания пузырьки воздуха.
В зависимости от ситуации, при которой выполняется выравнивание пола самовыравнивающейся смесью, работа может включать крепление демпферной ленты по периметру помещения.
До того момента, как выбрать соответствующий валик, необходимо знать о том, какой примерно будет толщина слоя заливки наливного пола.
Подготовка основания
Заливка полов самовыравнивающей смесью имеет одно важное требование – качественная подготовка основания. Здесь стоит приложить максимум усилий, до того момента, как выполнить распределение раствора по площади помещения. Последовательность работ, их объем, будет зависеть от основания. Если перед нами бетонный пол, то следует осмотреть поверхность. Когда она крошится и разрушается, то стяжку лучше вообще удалить и залить все заново. При наличии крупных трещин по площади, их надо расшить, прогрунтовать поверхность и после этого приступить к монтажным работам. Не лишним будет произвести гидроизоляционный слой. В дополнение к этому по периметру проклеиваться демпферная лента, позволяющая избежать возможному растрескиванию высыхающего раствора.

Следует знать о том, как правильно залить выравнивающий пол. Такие смеси оптимально применять в том случае, когда перепады высот не превышают 20-30 мм. Кроме этого не должно быть критических разрушений поверхности.
Идеальный вариант – залить черновую стяжку, а только потом размешивать смеси для работы. Последовательность работ не будет нарушена, а готовый результат – надежный и прочный пол.
Особое внимание уделяется грунтованию основания, что способствует лучшей адгезии. От него будет зависеть и финишное качество пола, залитого самовыравнивающейся смесью. Бывают моменты, когда грунтовка очень хорошо впитывается в основание пола. В таком случае следует повторить грунтование еще как минимум один адрес, чтобы был результат.
Деревянная поверхность
Можно спасти положение даже в том случае, если необходимо выравнивание пола самовыравнивающей смесью с деревянным основанием. Доски покрываются готовым раствором и позволяют в последующем выполнить качественный финишный слой. Главное при этом качественно готовить основание.
Доски должны быть прикреплены к балкам, а имеющиеся швы заделываются акриловой массой.

Поверху покрывается пол влагозащитной грунтовкой. Не лишним будет после этого постелить сетку армирования, зафиксированную к древесине степлером. Сложности тут никакой нет, но в итоге получится не только ровное, но и качественное основание пола.
Не лишним при этом самостоятельно убрать несколько элементов пола и убедиться в том, что отсутствует плесень, грибок под ними. Шпаклевать поврежденные участки можно опилками вместе с жидкими гвоздями.
Видео: Выравнивание деревянного пола
Видео: Наливной пол на фанеру
Приготовление смеси
Процесс готовки раствора из любого вида смеси выглядит идентичным. Сухие компоненты добавляются в заранее подготовленную емкость с водой. Перемешивание осуществляется при помощи дрели со специальной насадкой. После получения однородной массы, следует дать ей подождать 2-3 минуты, а затем снова перемешать. Останется только вовремя успеть нанести готовый раствор на поверхность пола, пока не начался процесс полимеризации (обычно не превышает 60 минут). Процесс застывания прописывается в рекомендациях от производителя.
Нерадивые продавцы стараются вперед выставить те мешки с готовой смесью, у которых истекает срок годности. С этим нужно быть внимательным при покупке, особенно, если сам процесс заливки произойдет спустя определенное время.
Должны быть при этом соблюдены условия, чтобы заливка выравнивающего пола получилась качественной:
-
Замешивание раствора осуществлять при комнатной температуре в пределах 10-25 градусов.

Она должна поддерживаться на одном уровне в течение определенного времени.
Допускается заливка раствора в больших помещениях полосами, расположенными параллельно друг другу. Но важно соблюдать максимальный интервал между соседними участками – не более 10 минут. Чтобы избежать преждевременного высыхания пола лучше будет привлечь помощника в работу.
Расход материала
До того, как выровнять самовыравнивающийся пол, надо определиться с количеством используемого материала в работе. Каждый производитель указывает расход раствора с учетом того, что толщина стяжки будет составлять 1 мм. Уже от этого следует отталкиваться при подготовке. Но в практической деятельности все сталкиваются с тем, что идеально ровную поверхность нельзя получить даже после шпаклевки. Следовательно, расчет лучше всего сделать самостоятельно.
Определяется искривление поверхности (наибольшее и наименьшее). Из этих параметров берется среднее значение, после чего происходит умножение на ориентировочное отношение площади углублений ко всей площади в помещение.
Таким образом, определяется нулевой слой и покровный. Для покровного слоя следует установить параметры сетки армирования, изоляционных материалов и прочего. Сумма толщин образует покровный слой (ориентировочно).
На расход материала будут оказывать влияние тип поверхности, состав смеси, расчеты по толщинам используемых в работе слоев, а также общая площадь помещения. В любом случае получается лишь примерный показатель необходимого количества сухой смеси для замешивания раствора. Более точные суммы получаться при осуществлении монтажа. Только так можно получить ответ на то, как выровнять полы самовыравнивающейся смесью.
Процесс выравнивания
Не каждый знает, как правильно выровнять пол самовыравнивающей смесью. Сложностей тут особых нет, главное придерживаться технологии и последовательности выполнения каждого из этапов. Не лишним будет выставить маяки, выбор конкретного варианта которых будет зависеть от обстоятельств.

Заливка готового раствора должна осуществляться до уровня маяков. После этого происходит разравнивание его по всей площади помещения при помощи правила или шпателя. После этого сразу же убираются пузыри воздуха, которые могли образоваться от перемешивания смеси с водой. Для этого используется игольчатый валик. Длина иголок будет зависеть от толщины слоя наливного пола.
После заливки несколько дней следует поддерживать ту температуру в помещении, которая прописана изготовителем. Нельзя допускать сквозняков и резких изменений уровня влажности. Раствор должно подсохнуть и схватиться.
Когда нет представления о том, как правильно выравнивать пол самовыравнивающимися смесями, то лучше обратиться за помощью к специалистам. Это будет гораздо выгоднее, чем переделывать, да и времени отнимет несколько меньше.
Выравнивание пола самовыравнивающейся смесью выполняется моментально и без использования специального оборудования. Достаточно иметь определенный набор инструментов и результат будет радовать каждого.
Видео: Как самостоятельно залить пол самовыравнивающейся смесью.
Видео: Выравнивание полов самовыравнивающейся смесью «Vetonit 3000»
Видео: Самовыравнивающийся пол. Наливной пол. Секреты выравнивания. Заливка пола
Видео: Выравнивание пола своими руками – стяжка под ламинат

Пескобетон М300 считается прочным и надежным материалом для самых разных видов работ: заливки стяжки, изготовления декоративных изделий , возведения…

Передвижная или скользящая опалубка при помощи различных подъемных механизмов позволила значительно сократить сроки на возведение и ремонт монолитных…

Керамзит является универсальным материалом с отличными теплоизоляционными свойствами. Его применяют в самых разных сферах, в том числе и в строительстве….
Самовыравнивающийся пол — как выбрать и качественно залить нивелирмассу


Содержание
Содержание
Наливные составы выравнивают основание под укладку различных финишных покрытий, их используют для звукоизоляции межэтажного перекрытия и организации обогрева полов. Они позволяют поднять уровень пола до необходимого значения, в том числе при очень малых перепадах высоты, например, чтобы сопрягающиеся плитка и ламинат в итоге лежали в одной плоскости. В своем деле нивелирмассы незаменимы и с поставленными задачами справляются отлично. Но если мастер нарушит технологию или неправильно выберет сухую смесь для своих условий, то проблем не избежать.
Как правильно выбрать
Очень часто критичные проблемы с самовыравнивающимися полами возникают, когда строители укладывают раствор слишком толстым или чересчур тонким слоем. В таких случаях смесь может плохо распределяться, отвердевший намет будет трескаться, отслаиваться от основы или окажется слишком рыхлым.

На самом деле производители выделяют несколько типов продуктов по толщине допустимого слоя. Они существенно отличаются по физическим и потребительским свойствам. Диапазон минимума и максимума у разных ровнителей может отличаться, но в целом можно выделить 3 типа материалов:
- грубое нивелирование слоем 10-60 мм.
- финишное выравнивание от 3 до 15 мм (фракция меньше, поверхность более гладкая).
- суперфинишное выравнивание до 5 мм (очень тонкий помол элементов состава, высокая эластичность и подвижность раствора, можно работать «на сдир»).
Перед заказом самовыравнивающихся полов нужно оценить имеющиеся перепады. Соответственно при необходимости заливки большим слоем есть смысл использовать комбинацию из нескольких сухих смесей: сначала применить состав для грубого нивелирования, а потом довести пол до необходимой кондиции финишным либо суперфинишным раствором.
Кстати, зачастую даже сами производители рекомендуют вместо нивелирмассы, заливаемой большим слоем, использовать так называемые «ремонтные составы», что дает возможность существенно сэкономить. Но только в том случае, если технические условия не требуют обратного: к примеру, когда создается система подогрева полов.
Дополнительными критериями в пользу самовыравнивающего пола станут:
- возможность использовать состав в системах теплого пола, время схватывания (через сколько по отвердевшей нивелирке можно передвигаться)
- марочная прочность на сжатие и изгиб
- как ручное, так и машинное нанесение
Данную информацию всегда можно найти на упаковке или на сайтах производителей.

На каком этапе и в каких условиях можно работать
Первый вопрос, который беспокоит обычного потребителя: когда можно приступать. Практика показывает, что работать нивелирмассой слоями средней толщины и более нужно до того, как на объекте начнут использоваться стройматериалы, особо требовательные к показателям влажности (гипсокартон, гипсовая шпаклевка, деревянная вагонка, обои).
Идеальный момент для нивелирмассы — стадия общестроительных или самое начало отделочных работ.
Суперфинишные составы ввиду их небольшой толщины можно применить на заключительных этапах ремонта, однако придется позаботиться о защите «нервных» материалов от увлажнения и загрязнения, к примеру, использовать полиэтиленовую пленку в зонах примыкания.
В помещении должна быть стабильная температура — от +5 до +25 градусов. Оптимальным является температурный режим в пределах от +15 до +20 градусов.
При заливке самовыравнивающего пола необходимо любыми способами исключить сквозняки и зоны локального нагрева, которые могут вызвать неравномерное высыхание и растрескивание укладываемого раствора.

Какие инструменты и приспособления нужны
По сравнению с другими видами ремонтно-строительных работ, необходимый набор инструментов будет достаточно скромный. Попробуем перечислить «максимальную комплектацию»:
-
Лазерный уровень или большое правило со встроенным пузырьковым уровнем.

Валик меховой на удлинителе для грунтования.

Из расходных и вспомогательных материалов могут понадобиться:
- Ремонтный раствор
- Кромочная лента
- Реперные маяки для наливных полов
- Грунтовка глубокопроникающая
- Разделительное полотно (полиэтилен или специальная бумага)

Обследование основного пола
Как мы уже говорили, нужно четко знать имеющиеся перепады, чтобы без ошибок выбрать подходящую сухую смесь. Для этого лучше всего засветить у пола лазерный уровень с проекцией луча на 360 градусов и воспользоваться рулеткой.
При определении уровня рекомендуем прямо на основном полу обозначить карандашом «аномальные» зоны и указать в цифрах выявленные отклонения.
Также необходимо понять, насколько основание прочное. Для этого нужно на основе процарапать гвоздем несколько перекрестных линий, расположенных под углом 45 градусов относительно друг друга, расположив их с интервалом в 1-1,5 сантиметра. Если явных сколов в местах пересечения царапин нет, то заливка нивелирмассы «контактным» способом возможна. Если основной пол в местах пересечения линий скалывается и разрушается, то его нужно удалять, либо выбрать «бесконтактный» метод нивелирования (заливка плавающего покрытия поверх разделительной пленки — допускается толщиной не менее 30 мм).
Третий важный показатель — определение впитывающей способности основания. Для этого на основной пол наливают небольшую лужицу воды и наблюдают, как долго она остается на поверхности:
- Невпитывающее (более 20 минут)
- Нормально впитывающее (от 3 до 20 минут)
- Сильно впитывающее (до 3 минут)
Подготовка основного пола
Полы следует очистить от слабых слоев, вымести и максимально обеспылить. Потом необходимо прогрунтовать основу при помощи глубокопроникающего состава. Это улучшит адгезию ровнителя, предотвратит потерю влаги из раствора, упростит процесс укладки и разравнивания смеси.

Важно! Невпитывающие полы под нивелирмассу можно грунтовать одним слоем, а для нормально впитывающих и сильно впитывающих основ нужно выполнять грунтование в 2 раза.
Если на поверхности основы обнаружены крупные раковины или трещины, их обязательно заделывают при помощи ремонтного состава, чтобы предотвратить возможную утечку жидкого раствора. Для грубого ремонта используют специальные сухие смеси, но во многих случаях можно обойтись обычным плиточным клеем.
При работе относительно большими слоями (особенно при обустройстве обогреваемого плавающего пола бесконтактным методом) рекомендуется по периметру комнаты устанавливать кромочную ленту, которая изолирует ударные шумы и дает стяжке возможность расширяться.

Установка маяков
Обнадеживающее название «самовыравнивающиеся полы» сбило с толку не одну тысячу мастеров. К сожалению, способность нивелирмассы естественным образом принимать строго горизонтальное положение немного преувеличено маркетологами. В процессе работы раствор необходимо тщательно распределять и контролировать проектный уровень, в противном случае не избежать уклонов и наплывов, которые крайне сложно удаляются.
В общем, маяки для ровнителей в том или ином виде — обязательны! В идеале на каждые 1-1,5 квадратных метра должен быть хотя бы один маяк. Вариантов есть несколько, начиная от испытанных народных приспособлений, заканчивая относительно дорогими профессиональными моделями.
Саморезы в пластиковых пробках. Их вкручивают/выкручивают по шнурам или по правилу, чтобы шляпки всех крепежей стали в единую плоскость.

Пластиковые самоклеящиеся маяки. Их расставляют по всему помещению и затем подрезают по заданной высоте.

Металлические маяки-реперы. Они представляют собой своеобразную треногу с регулируемым штырьком. Установку уровня производят так, чтобы нижняя часть штырька находилась на одном уровне с поверхностью заливаемого пола.

Существуют также кустарные аналоги реперов.

Правильное приготовление смеси
Самовыравнивающиеся полы поставляются в сухой смеси, упакованной в мешки по 25 или 30 килограммов. Непосредственно перед началом работы этот состав необходимо затворить водой. Для этого в пластиковую емкость набирают 4,5-6 литров воды (смотрим по инструкции), после чего вносят весь мешок сухой смеси. При ручном приготовлении и нанесении нивелирмасс можно замешивать сразу 2 мешка. Так поверхность получится ровнее, а скорость работ — выше.
Увеличение доли воды в растворе недопустимо, так как при видимом улучшении удобоукладываемости это приведет к потере прочности пола, его растрескиванию и расслоению.
После этого раствор нужно перемешать строительным миксером минимум в течение 2-3 минут, пока он не станет однородным: без комков и воздушных пузырей.

Заливать нивелирмассу, особенно быстротвердеющие составы, лучше всего втроем: один человек затворяет смесь, другой — подает емкость с раствором в рабочую зону и помогает укладывать, третий — занимается разравниванием.
Нанесение и разравнивание смеси
После приготовления состав не требует набухания и повторного перемешивания. Емкость заносят в комнату и выливают содержимое в нужном месте — обычно прямо возле уже залитого участка по принципу «мокрое к мокрому». Двигаться нужно от дальней стены к двери. Замес производят в соседнем помещении.

По мере заливки раствора необходимо распределять смесь так, чтобы получаемый уровень пола соответствовал показаниям установленных ранее маяков. Там, где раствора мало, добавляем еще.

Чтобы качественно распределить нивелирмассу, мастер использует зубчатый шпатель или широкую полимерную щетку.

Также рекомендуется принудительно удалять из укладываемого раствора воздушные пузыри. Аэрацию осуществляют игольчатым валиком, им же можно немного распределять смесь по поверхности.

Уход за самовыравнивающимся полом до укладки финишных покрытий
Через несколько часов нивелирмасса затвердеет, и по ней можно ходить. Этот срок указан в инструкции, но он напрямую зависит от толщины слоя и температурно-влажностных условий.

Как только на стяжку можно зайти, рекомендуем при помощи правила сразу проверить плоскость на предмет наплывов и прочих неровностей. Пока полученный слой еще сырой, возможные наплывы (а они в той или иной мере есть всегда) еще можно удалить. Особенно тщательно проверяем углы помещения, зоны примыкания пола к стенам, а также «перехлесты», которые образуются при выливании на основу очередной емкости с раствором (эти зоны зачастую видны по цвету). Удаляем из пола маяки в виде саморезов и срезаем любые мелкие неровности пола возле них.
Внимательно осмотрите стены и прочие стационарные конструкции. Как правило, даже при очень аккуратной работе на них могут оставаться брызги и наплывы, которые впоследствии усложнят установку плинтусов.
Первые сутки после укладки нивелирмассы полы следует оберегать от прямых солнечных лучей и сквозняков. Потом есть смысл организовать в помещении хорошее проветривание, чтобы время высыхания стяжки максимально сократилось.
К моменту укладывания паронепроницаемых напольных покрытий и натурального паркета влажность полученной стяжки должна составлять не более 0,5 %. Для паропроницаемых покрытий это порог немного выше — он составляет 1 %.
Уровень остаточной влажности самонивелирующегося наливного пола проверяют при помощи специальных приборов. В домашних условиях при отсутствии гигрометра можно воспользоваться простым методом: на пол кладут кусок полиэтилена размером 1×1 метр, а через несколько часов (обычно ждут ночь) смотрят на его внутреннюю сторону — на пленке не должно быть следов конденсата.
Ускорить высыхание залитой нивелирмассы можно при помощи теплого пола, если таковой предусмотрен конструкцией. Для этого через неделю после укладки ровнителя обогрев пола выставляют на температуру 25 °C. Через 3 дня температуру можно будет увеличивать на 5 градусов каждые сутки до тех пор, пока она не достигнет 55 °C. Далее температуру поддерживают на этом уровне до полного высыхания стяжки.





