Просто о мясе. Охлажденка и заморозка: сухая, шоковая, глубокая

Опытные хозяйки знают, что рыба и морепродукты достаточно капризны в хранении и требуют определенного подхода.
Это обуславливается следующим фактором: в их волокнах содержится большое количество воды. Поэтому технология заморозки рыбы сильно отличается от процесса заморозки других продуктов питания. Наиболее эффективным способом является шоковая заморозка, так как она позволяет сохранить важные качества рыбы: вкус, аромат, а главное полезные вещества и микроэлементы.
Парное
не остывшее и пока еще сохранившее в себе животное тепло (температура в толще мышц бедра не ниже 35°С).
Для приготовления пищи не используется, так как в силу процессов посмертного окоченения является жестким и к тому же обладает неприятным запахом, а при варке дает не ароматный бульон. Его структура неоднородна, мягкость неравномерна, влажность избыточна. Реализации не подлежит, что к тому же практически невозможно в принципе, так как мясо птицы является парным в течении получаса, а мясо говядины в течении 2-х – 4-х часов.
Вероятно, «парным» в «народе» называют мясо, не подвергавшееся заморозке.
Почему именно шоковая заморозка?
Содержащаяся в рыбе и морепродуктах вода в процессе заморозки преобразуется в кристаллы. При использовании традиционной технологии эти кристаллы получаются крупными и, врезаясь в клеточное пространство, повреждают волокна и мышечную структуру рыбы. Продукция, подверженная такой заморозке во многом теряет свои вкусовые качества и полезные свойства.
Для того, чтобы этого избежать и применяется шоковая заморозка. Она помогает намного быстрее заморозить рыбу путем микрокристаллизации: образование большого количества центров кристаллизации приводит к тому, что размеры кристаллов заметно уменьшаются. Благодаря этому клетки остаются нетронутыми.
Итак, резюмируем вышесказанное: чем меньше время заморозки, тем меньшего размера кристаллы образуются на рыбе – а значит, рыба почти не деформируется и лучше сохраняет свои вкусовые качества.
Еще одно преимущество шоковой заморозки перед традиционной технологией заключается в том, что из-за большой скорости перехода из жидкой фазы в твердую, уменьшается активность бактериологической среды. Высокая скорость заморозки не оставляет бактериям шансов на развитие.
Охлажденное
подвергнутое охлаждению до температуры от 0 до 4°С (в толще мышц бедра), на ощупь не влажное, эластичное. Охлажденное мясо упруго и имеет более темную окраску, чем остывшее.
Охлаждение лишь замедляет процессы гниения мяса и срок годности охлажденного мяса без упаковки – считанные дни.
Охлажденное мясо в вакуумной упаковке (вакуум вытесняет кислород, без кислорода рост бактерий замедляется; если же в упаковку добавляют некоторое количество углекислого газа, рост бактерий замедляется еще более) способно храниться 8-10 недель, максимум 120 дней. Существуют технологии использования углекислого газа, позволяющие достигнуть рекордных сроков хранения, но в этом случае мясо уже сложно назвать охлажденным, скорее, оно консервированное. Основное отличие охлажденного мяса от замороженного – то, что в охлажденном, пусть и в замедленном темпе, но все же продолжаются процессы разложения.
Мясо – идеальная среда для размножения вредоносных бактерий и только заморозка – способ остановить это размножение.
Заморозка на корабле
Чаще всего рыба, которую можно купить в обычном супермаркете, проходит вторичную заморозку. Это означает, что после вылова рыбу замораживают на корабле, потом доставляют на завод, там размораживают, обрабатывают и замораживают повторно. Такой вид обработки самый простой и наименее затратный. Однако и качество такой рыбы ниже. После такой обработки рыба теряет часть своих полезных качеств, становится суше, а ее консистенция становится менее плотной. Таким образом, рыба теряет в качестве: и по полезным свойствам, и по вкусу. А из-за неоднократной заморозки, ведь иногда она производится еще и в магазине перед продажей, рыба покрывается значительным слоем льда. Вам наверняка приходилось наблюдать, как после разморозки рыба теряет в размере. Это вызвано именно повторной заморозкой. Также важно иметь в виду, что доставка с корабля на завод может занимать от нескольких часов до двух суток, а значит, свежесть такой рыбы вызывает вопросы.
Дефростированное
замороженное мясо, подвергнутое размораживанию до температуры в толще мышцы у кости около 0°С, по показателям соответствует (в норме) охлажденному. Дефростации подвергается замороженное мясо перед его дальнейшей переработкой. При грамотной разморозке качественное замороженное мясо практически полностью сохраняет свои первоначальные свойства.
p.s. Миф о полезности парного мяса очень спорен. Помимо того, что собственно парное мясо не полезно, не вкусно и не способно быть на прилавке, остывшее или охлажденное мясо даже при минимальных нарушениях его хранения/транспортировки/условий нахождения при продаже может являться серьезной угрозой здоровью и жизни человека. Хотя и замороженное мясо при тех же нарушениях хранения и транспортировки, и, как следствие, частичной разморозки и последующей повторной, и опять повторной, и так до бесконечности, заморозки, тоже чревато последствиями. Выбирай, но осторожно, но выбирай…
Сухая заморозка
Большая часть рыбы, которую вы можете купить на нашем сайте, прошла сухую морскую заморозку. Наши поставщики гарантируют обработку рыбы, сохраняющую ее свежесть и пользу. Часть рыбы обрабатывается индивидуально, особенно крупная рыба. Более мелкая рыба проходит блочную заморозку. При ней рыба замораживается в блоки определенного объема и веса в контактных аппаратах. Благодаря этой технологии вы точно знаете, какой вес рыбы покупаете.
На каждой упаковке рыбы, которую вы покупаете на нашем сайте, указаны дата изготовления, а также зона вылова рыбы и номер судна, которым она была выловлена и обработана. Это является гарантией качества рыбы. Также указан и срок хранения. Он отличается в зависимости от разновидности рыбы, поэтому обратите на него особое внимание.
«Плачущие» холодильники
Особенность оборудования состоит в наличии специального испарителя, который размещается на задней стенке. Благодаря устройству есть возможность равномерно охлаждать камеру по всему объему. В процессе охлаждения образуется конденсат, который скапливается на стенке. В дальнейшем он стекает в емкость и подвергается повторному испарению.
Система разморозки холодильника характеризуется скоплением конденсата только на задней стенке, а боковые – остаются сухими. Но, при активной работе компрессора наблюдается замерзание конденсата. В результате этого боковые стенки покрываются слоем льда, который может препятствовать нормальному закрыванию дверей. В дальнейшем это влечет за собой более серьезные проблемы, такие как порча продуктов и нарушение работы техники.
Холодильники с капельной системой требуют тщательного ухода. Регулярно необходимо проводить мойку камер с предварительной разморозкой. В процессе эксплуатации отверстия, которые служат для отвода конденсата, могут засориться. Вследствие этого жидкость поступает под ящики, которые предназначены для хранения фруктов и овощей. Именно поэтому важно своевременно размораживать и мыть камеры холодильника.
К достоинствам техники с капельной системой относят:
- Широкий ассортимент. На рынке представлен богатый модельный ряд, что позволяет потребителям подобрать подходящую технику. Это касается не только технических характеристик, но и стоимости.
- Невысокая стоимость. При решении такого вопроса, что выбрать «плачущий» или no frost холодильник, обращают внимание на стоимость техники. Стоит отметить, что первый вариант отличается более доступной ценой. На стоимость влияет не только тип заморозки, но и другие факторы, такие как размеры, функциональность, количество камер и другое.
- Устройства, на которых установлена капельная разморозка, потребляют мало электроэнергии. Это позволяет значительно сократить расходы. Вариант оптимально подходит для регионов, в которых стоимость ресурса находится на высоком уровне.
- Низкий уровень шума. По сравнению с сухой заморозкой, капельное оборудование не имеет встроенные вентиляторы, которые являются дополнительными источниками шума. Поэтому техника меньше шумит во время работы.
- Камеры имеют большой объем. В рефрижераторах ноу фрост установлены вентиляторы. Именно они обеспечивают циркуляцию воздуха. Это значительно уменьшает полезное внутренне пространство. В плачущих холодильниках такого нет. Поэтому одинаковые по размеру устройства имеют разный объем камер.
Несмотря на все существующие преимущества системы, она имеет некоторые недостатки. Среди основных стоит выделить:
- Необходимость в разморозке. Чтобы обеспечить нормальные условия хранения и работы, капельное оборудование рекомендовано несколько раз полностью размораживать и мыть. Причиной этого является скопление конденсата, который со временем превращается в лед и нарушает работу устройства.
- Разница в температурах. Основным недостатком является то, что технология не способна обеспечить одинаковую температуру в камерах. Поэтому потребители вынуждены правильно расставлять продукты на полках. Только так можно обеспечить их сохранность на протяжении возможно доступного времени.
- Скопления конденсата на задней стенке. Это главное отличие систем. На начальном этапе холодильник функционирует нормально. Но, со временем в работе начинаются отклонения, которые ведут к скоплению влаги на задней стенке. Ситуация ухудшается, когда конденсат превращается в лед. Тогда вся система выходит из строя.
- Длительное восстановление температурного режима. После закрытия дверей системе понадобится немало времени, чтобы восстановить заданную температуру.
Важно! Помимо этого капельная система работает только в холодильном отделении. Морозилка работает отдельно и требует периодическое размораживание или чистку.
Особенность оборудования состоит в наличии специального испарителя, который размещается на задней стенке. Благодаря устройству есть возможность равномерно охлаждать камеру по всему объему. В процессе охлаждения образуется конденсат, который скапливается на стенке. В дальнейшем он стекает в емкость и подвергается повторному испарению.
Современная кухонная техника достаточно отдаленно напоминает своих предшественников
Изменилось все: дизайн, форма, цвет, функциональная составляющая и система охлаждения. Новые холодильные камеры оборудованы системой сухой заморозки, которая кардинально отличается от «капельной», что присутствовала ранее. Современные бытовые агрегаты очень просты в процессе эксплуатации и обслуживании, а ремонт холодильников на дому в Москве дешево.
Как происходит процесс шоковой заморозки?
Шоковая заморозка отличается от привычной всем нам технологии заморозки тем, что она не разделяется на стадии, продукт охлаждается очень быстро с помощью усиленного потока холодного воздуха и моментальным снижением температуры до -18 градусов, а временами и до -30-35 градусов.
Процесс шоковой заморозки происходит с использованием профессионального оборудования, благодаря которому производится контроль влажности и температуры внутри продукта.
Как появилась технология шоковой заморозки?
Эта технология появилась достаточно давно благодаря инуитам, аборигенам северных областей Канады, которые практиковали особенный метод заготовки рыбы. Рыбаки племени дожидались сильного ветра и, как только он появлялся, выкладывали пойманную рыбу из емкости с водой на возвышенность. Таким образом рыба практически сразу застывала от мороза.
Открыл эту технологию миру американский естествоиспытатель, предприниматель и бизнесмен Кларенс Бердсай. Во время одного из своих путешествий к северным берегам Канады, он заметил этот необычный способ консервации рыбы, который практиковали аборигены. Кларенс понял, что важна не только температура, но и динамика процесса консервации.
Бердсай привез эту технологию в Америку и, проведя несколько десятков испытаний, открыл свою корпорацию. Бизнесмен запатентовал технологию шоковой заморозки в 1930-м году, однако всемирное признание эта технология получила лишь в конце 80-х годов XX века.
Сегодня же шоковая заморозка широко используется в самых передовых кампаниях международного рынка.
Шабрение (шабровка) металла – точное выравнивание поверхности
Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества. Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.

Шабрение стальной пластины
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Так как шабрение является финишной операцией, ее используют для выполнения обработки деталей, поверхность которых уже имеет невысокую степень шероховатости.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга. В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.

Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
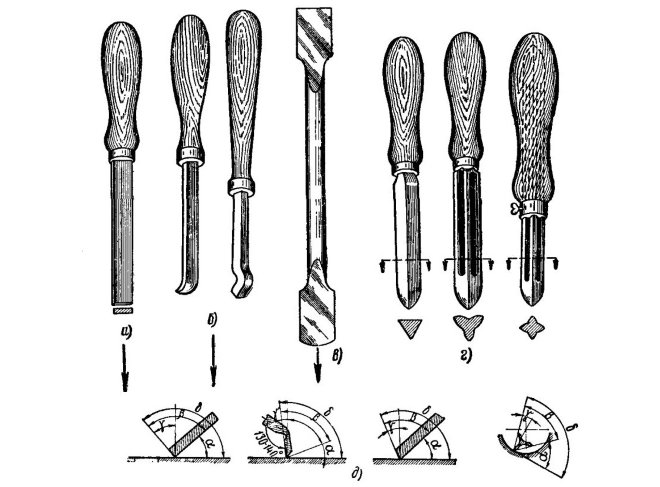
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.

Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
Важными параметрами инструмента, при помощи которого выполняется шабровка, являются длина режущей кромки инструмента и радиус ее закругления.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки. Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки. В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
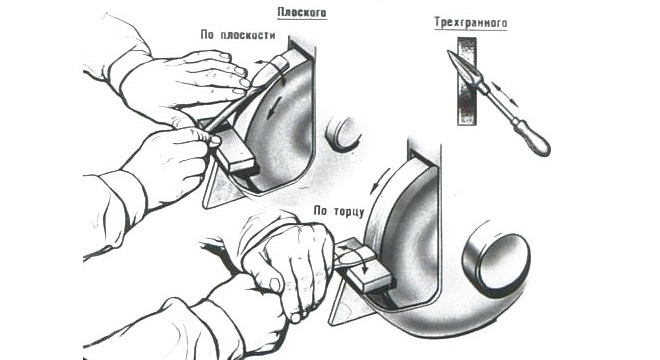
Ручная доводка шабера
Шабрение плоских поверхностей — наиболее простая технологическая операция. Для выполнения обработки элементов криволинейной конфигурации используется инструмент с более сложной формой его режущей части. Так, части подшипников скольжения обрабатываются при помощи шаберов, имеющих кольцевую конструкцию, а поверхности вогнутой формы — инструментом, который обладает одновременно тремя режущими гранями. Такие инструменты, которые совсем несложно заправить и заточить своими руками, имеют на своей режущей части продольные желобки, а угол заострения их режущей части составляет 60°.
Шабрение криволинейных поверхностей
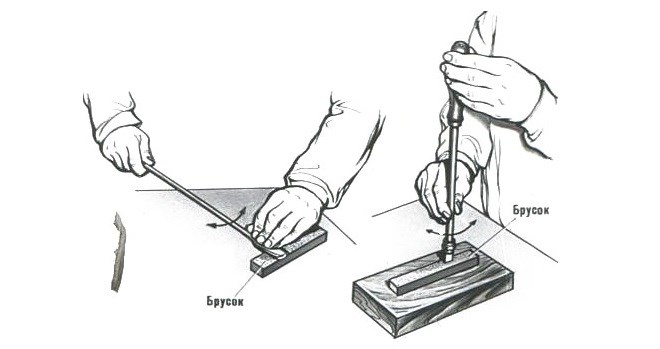
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
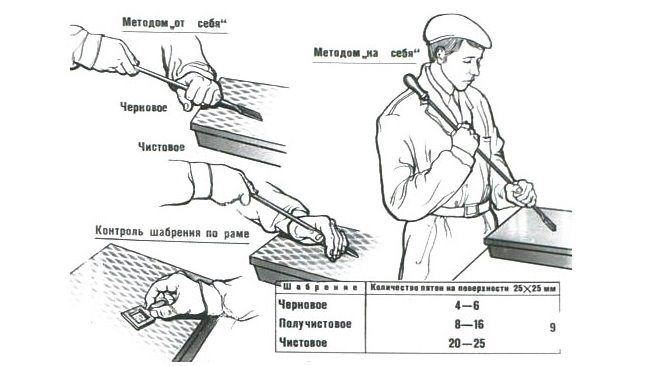
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя». Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя». Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
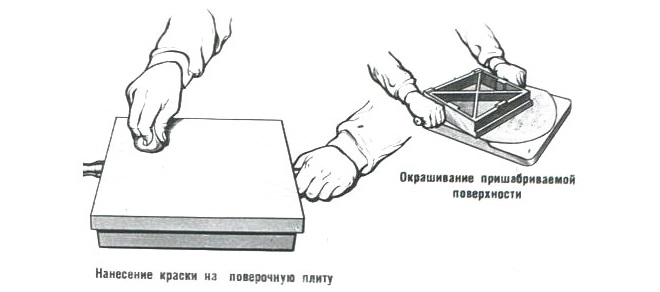
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения. Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали. При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Подготовка к шабрению
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
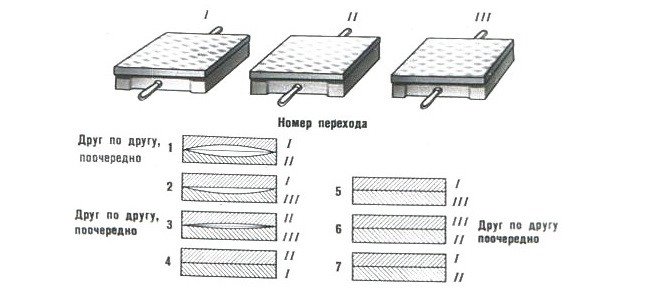
Последовательность шабрения методом «трех плит»
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
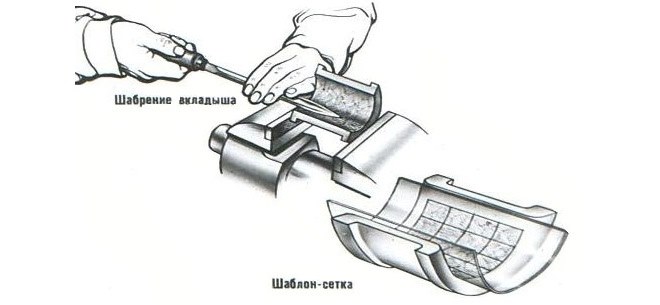
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
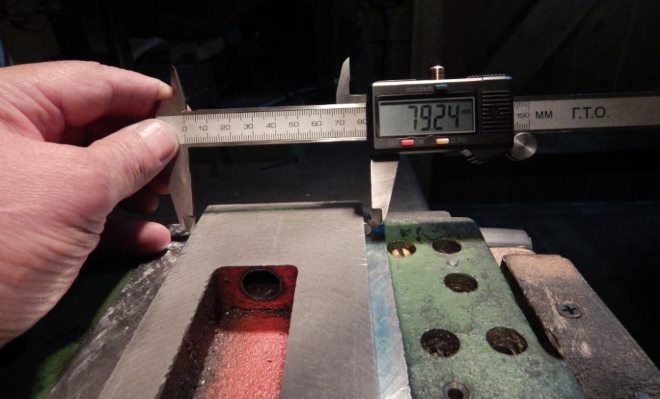
Поверка плоскостей с помощью цифрового штангенциркуля
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм. Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали. Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Технологические операции по финишной обработке поверхности деталей после шабрения, о которых говорилось выше, несмотря на свою сложность и массу нюансов по их выполнению, могут быть достаточно успешно и быстро освоены по обучающим видео роликам, размещающимся на просторах сети интернет.
Суть шабрения металла, основные приемы и инструменты
Шабрение – это технологический процесс, который представляет собой высокоточную обработку поверхности. Узнайте об основных приемах обработки поверхности, используемых шабровочных инструментах далее.

Шабрение – это технологический процесс, который представляет собой высокоточную обработку поверхности. Как правило, выравниванию подвергают металлические детали, хотя некоторые отрасли производства применяют метод для работы с деревом или пластиком. Шабрение поверхностей выполняется специальными слесарными инструментами, называемыми шаберами.

Описание технологии и назначение шабрения
Процесс шабровки является финальной стадией обработки, которой обычно предшествуют обработка напильником или прочие способы механической шлифовки. Шабрение металла сопровождается соскабливанием поверхностного слоя заготовки, толщина которого не превышает 0,01 мм. Известно всего два приема проведения работ, которые отличаются направлением движения инструмента:
- От себя. Давление на поверхность оказывается при движении от работника.
- На себя. Когда усилие прилагается к возвратным движениям.

Второй метод пользуется большей популярностью ввиду явного недостатка первого метода – большого количества дефектов (зазубрин, шероховатостей), которые остаются после обработки.
В зависимости от требований к обрабатываемой поверхности различают несколько методов очистки:
- Черновая. Инструмент может двигаться в произвольном направлении. Длина скобления составляет 2–3 см. Исходя из названия считается начальным этапом подготовки. Ширина шабера не имеет значения.
- Получистая. Характеризуется применением шаберов с незначительной шириной, что положительно влияет на качество работы. Длина хода шабера не должна превышать 1 см.
- Финишная. Наиболее качественная обработка. Применение данного метода отличается использованием узкого инструмента – до 12 мм, а также малым шагом скобления – до 0,5 мм.
- Комбинированная. Отличается от прочих методов тем, что в данном случае применяется паста ГОИ, которая позволяет повысить качество работ.
Алгоритм действий при обработке детали с плоской поверхностью выглядит следующим образом:
- Выявление неровностей. Для этого применяют специальную пластину со слоем краски, которая выявляет все дефекты поверхности. Степень неровности определяют за счет интенсивности окрашивания.
- Черновая обработка. Окрашенные участки подвергают шабровке, начиная от края поверхности. При этом участки, имеющие форму круга, обрабатывают в два захода, а овальные – за несколько подходов.

- Повторная проверка плоскости.
- Чистовая обработка.
- шабрение элементов метрологического оборудования;
- обработка подшипников скольжения;
- подготовка плоскостей различных приборов;
- шабрение элементов станочного оборудования (особенно деталей, которые выполняют направляющие функции);
- ремонт двигателей внутреннего сгорания автомобилей и специальной техники;
- обработка прочих деталей и заготовок, к которым применяются жесткие требования по точности взаимного расположения и шероховатости плоскости.
Виды шабрения металла
В первую очередь следует определиться с назначением работ. Разделяют размерное и декоративное шабрение. Первый метод призван получить идеально ровную плоскость, а второй влияет лишь на визуальные качества изделия.
Шабрение и притирка улучшают характеристики детали, хотя результаты обработки имеют значительные различия: притирка абразивными материалами не способна придать тех свойств, которые дает шабровка. Это следствие воздействия абразивных частиц, которые остаются на поверхности, понижая износостойкие качества.
Добиться ровной плоскости можно несколькими способами:
- Пришабривание к контрольной измерительной поверхности (плите).
- Совмещение граней.
- Метод трех плит.
Метод пришабривания к контрольной плите
Метод совмещения граней
Применим для подготовки элементов призматической формы. Метод заключается в пригонке и совмещении между собой двух рабочих граней. Для этого нерабочие грани изделия подлежат предварительной обработке. Качество пригонки определяется с помощью контрольной плиты, принцип действия которой был рассмотрен выше.
Применение данного метода гарантирует, что угол наклона к боковым плоскостям будет составлять ровно 90º. При параллельной пригонке используются не боковые, а параллельные плоскости с применением двух контрольных плит.
Метод трех плит
Современная технология, которая позволяет достичь наилучших результатов даже при отсутствии измерительных приборов. Суть метода заключается в использовании трех плит, каждой из которой присваивается собственный порядковый номер. Две плиты пригоняются друг другу без выравнивания плоскости. Скорее всего, одна будет иметь выпуклую форму, а вторая – вогнутую. Для устранения данных дефектов используют контрольную плиту с постепенным устранением всех недостатков.
В последнее время приобретает популярность метод доводки плоскости, при котором на рабочий участок наносят притирочную смесь из керосина и пасты ГОИ. После этого выполняют притирку в несколько этапов, до получения идеальной поверхности. Рабочим инструментов в данном случае будет служить чугунная плита.
Способы шабрения
Распиливание и припасовка – это технологический процесс, напоминающий шабровку. Припасовкой называют сопряжение деталей с замкнутым или полузамкнутым контуром. Рабочим инструментом в данном случае служит мелкий напильник.
Основные плюсы
Главным достоинством шабрения является высокая износостойкость обработанной поверхности. Отсутствие абразивных частиц положительно влияет на целостность структуры металла. Обработанная поверхность обладает низким коэффициентом трения, что увеличивает срок эксплуатации смазочных материалов.
Определить качество шабрения можно без применения дорогостоящих контрольно-измерительных приборов. Индикатором в данном случае будет являться обычная краска, по количеству пятен которой можно говорить о степени обработки плоскости.
Используемые инструменты и станки
Рабочая поверхность может иметь плоскую, цилиндрическую или призматическую форму с одной или несколькими режущими кромками.
Механизация шабрения имеет свои особенности. Инструмент может обладать как электрическим, так и механическим приводом. Отличаются низкой точностью обработки по причине отсутствия возможности регулировки давления на плоскость, но высокой производительностью работ.
Краска для шабрения используется в качестве контрольного материала независимо от способа обработки поверхности.
Виды станков для шабрения
Пневматические аппараты применяют в качестве средства механизации шабрения стальных и чугунных деталей. Применяются только на предприятиях металлообрабатывающей и тяжелой промышленности. Устройства оснащают механизмом регулировки длины шабера для изменения степени шабрения.
Электромеханические инструменты для шабрения также используются в крупных мастерских. Электрический двигатель соединен с редуктором, который посредством гибкого вала передает крутящий момент на кривошип. Последний является приводным механизмом аппарата.
Широко известны стационарные шабровочные головки, которые отличаются простотой конструкции и небольшой мощностью.
Процесс механизации шабрения протекает не очень стремительно. Это связано с низким качеством обработки поверхности по сравнению с ручным шабрением.
Шабрение поверхности – это ответственная процедура, которая требует не только значительных физических качеств, но и квалификации специалистов. Высокая трудоемкость процесса и отсутствие качественного механизированного оборудования негативно влияют на популярность технологии: к ней прибегают только в крайнем случае.
А вы сталкивались с шабрением на производстве? Поделитесь своими впечатлениями в блоке комментариев.
Шабрение (шабровка) металла: что это такое, виды, описание технологии

Самый трудный этап обработки – очищение верхнего слоя материала, обычно происходит вручную. Нет автоматизированного приспособления, которое сможет заменить ручной труд. В статье расскажем, что такое шабрение поверхности металла деталей и о применяемых инструментах: какие разновидности существуют, как проводить процедуру.
Шабровка – что это, каким оборудованием выполняется
Слово произошло от немецкого schaben, то есть скоблить. Операция проводится слесарем, она требует высокой точности проведения. Как правило, является финишной обработкой, но может использоваться и для подгонки двух элементов. Чтобы соприкосновение оказалось максимально плотным, на торцы наносится специальная краска, которая срезается, образуя сетку. Именно она обеспечивает отличное соединение. Также красящее вещество предназначено для наполнения пустот. Выявляются неровности, затем выпуклые моменты убираются. Шабрение это процесс для поверхностей деталей, когда инструментом снимается тонкая стружка. Он имеет удобную ручку и стержень. Само лезвие оснащено тремя или четырьмя рабочими гранями, которые дают различный результат. Задача слесаря – убирать частички металла.
Назначение
Применяется для финишной металлообработки, когда объекты взаимодействуют с минимальным трением, отлично дополняя друг друга. Операция позволяет достигнуть максимальной гладкости даже при миниатюрных размерах заготовки. Обычно этот этап обязателен при производстве:
- измерительных и контрольных приборов, так как у них должна быть высокая точность;
- подшипников скольжения – при наличии неровностей будет появляться трение, деформирующее вал, а также риск быстрого износа и перекоса оси;
- направляющие любых станков;
- автомобильные двигатели и некоторые другие запчасти на авто.
В этот перечень также могут попасть все узлы, для работы которых важна точность и отсутствие любых дефектов.
Что это такое шабровка металла, где и для какой цели она производится
Среди всех процедур по обработке шабрение используется в 25% случаев. Ее главное достоинство перед шлифованием абразивами – это сохранение большей износостойкости, продление срока службы. Также такой верхний слой является наиболее подготовленным к сохранению смазки, так как менее глубокие фрагменты чередуются с углублениями. Степень шероховатости достигается в два этапа:
- подготовительный – срезается до 0.03 мм;
- итоговый – до 0,08 мм.
Технология используется в машиностроении любой сложности, а также при изготовлении запчастей, сборочных узлов. Проводится на заводах, при этом только часть работ может быть выполнена автоматизировано (большие плоскости), остальное вручную выполняет шабровщик.
Виды шаберов по конструкции и форме режущей кромки
Изначально существует два типа по назначению – это строительный, которым можно работать по различным мягким материалам, а также металлический. Он изготовлен из прочной стали и предназначен для металлообработки. Конструктивно он отличается по ряду элементов.
Поверхность под разные типы и принципы
Режущая деталь ножа может быть:
- С несколькими гранями – хорошо проникает в щели, углы, внутренние стороны цилиндрических объектов. Есть прямой или загнутый кончик.
- Специальной конфигурации под определенную задачу – их нужно разумно применять, когда идет потоковая обработка. Часто бывает разборным – в рукоять можно установить несколько различных наконечников.
- Плоской – оптимально подходит под ровные плоскости. Лезвие может иметь одну сторону или две, второй вариант долговечнее. Длина – 25-40 см. Ширина от 5 мм до 3 см – чем уже грань, тем точнее шабрение тонкого вида.
Ручка и рабочая часть шабера
Для разных целей требуется различная заточка. Чтобы не путаться в массе изделий и не затачивать их каждый раз по-новому, можно воспользоваться сменными пластинами. Такое универсальное орудие имеет несколько составляющих:
- рукоять;
- металлический корпус;
- держатель-зажим с винтом;
- набор вставок.
Крепление рабочей части происходит с помощью поворота ручки.
Степени автоматизации
Существует также электрический вариант. Но шабровщик – это слесарь, который много работает руками, потому что электрошабер может обрабатывать только прямые поверхности или производить первичную обработку, а финишная остается обычному инвентарю. Строительный автоматизированный прибор является многофункциональным, он снимает остатки клея, шпатлевки, других стройматериалов, но для металла абсолютно не подходит.
Достоинства и недостатки
- увеличивается износостойкость;
- сохранение смазки;
- уменьшение трения;
- легко оценить качество процедуры.
- трудоемкий и долгий процесс;
- низкая степень автоматизации.
Используемые станки
Принцип шабрения деталей делает инструмент применяемым только в ручной работе. Есть приборы, которые можно назвать полуавтоматами. Но выбор насадки по-прежнему остается за мастером, как и направление, выбор более темных и светлых мест краски. Зато импульсные движения вперед – назад производятся автоматически, что облегчает и ускоряет труд слесаря.
Основные характеристики обдирочных станков
Выбор следует делать в зависимости от:
- качества стали – сплав должен содержать большой процент углерода и легирующие добавки;
- угла заточки, т.к. для первичной отделки он может быть 75 градусов, а для чистовой – 90;
- твердости обрабатываемого материала;
- ширины лезвия;
- радиуса закругления кромки.
Как правильно шабрить плоскость: технология
Сухой краситель растирается с помощью металлического бруска. Затем он разводится с маслом и наносится тканью. Можно использовать резиновый валик. По тому, как распределилась краска, можно судить о неровностях – чем темнее участок, тем глубже дефект. Шабрению в основном подвергаются белые или светлые фрагменты.
Как научиться скоблить
После вышеприведенных манипуляций с красителем подготовьте инструмент, произведите заточку. Под углом 30-40 градусов делайте движения вперед и назад, снимая тонкий слой. Сперва длинные штрихи – до 2 см, затем короткие – не превышающие 5 мм. Следы не должны быть параллельными, они могут перекрещиваться до угла в 45 градусов. По завершении, промойте поверхность, произведите повторное окрашивание и финальная шабровка плоского элемента.
Нюансы и приемы
Раскроем несколько хитростей:
- с пастой ГОИ процедура пойдет эффективнее;
- черновая металлообработка больших объемов может производиться диском, затем нужно пройтись вручную;
- разборное приспособление многофункционально, но цельное – более долговечно.
Эффективные способы шабрения
Выберете более удобное перемещение лезвия – от себя или на себя. Первый проще для начинающих, но второй производительнее, так как не требуется повторного прохода. Двигайте быстро и с нажатием, а возвращайтесь плавно. При обратном направлении не должно происходить снятия. Чтобы убрать остатки краски, воспользуйтесь растворителем и насухо протрите плоскость.
Как оценивают качество
Чтобы проверить, насколько хорошо обработана деталь, ее повторно окрашивают красителем. Теперь нужно оценить количество темных пятен, углублений. Для этого на обрабатываемую площадь устанавливается контрольная рамка – квадрат со стороной 25 мм. Теперь следует посчитать, сколько пятнышек оказалось внутри:
- до 5 – низкое качество или черновой вариант;
- до 10 – чистовая отделка, но не самая хорошая;
- до 14 – получистовая;
- до 22 – точная;
- свыше 22 – тонкая работа.
Шабрить абразивными материалами – что это такое
Обычный скребок снимает слой от 0,01 мм и больше. Но иногда требуется высокая тонкость около 0,001 мм. Могут быть использованы абразивы:
- твердые – частички пород;
- мягкие – кремообразные пасты.
Их выбирают в зависимости от прочности материала заготовки. Процедура называется шаржирование. Бывает ручной и механической. Наиболее современный вариант – пескоструйный станок, который подает на элемент поток воздуха с мелкими частичками песка.
Как выполняется притирка абразивами
Сперва наносится абразивная паста, затем включается станок. Если необходимо обработать плоскость, то производится горизонтальное воздействие движением стальных валов или брусков. А если деталь сферическая, то используется вороток, он равномерно обрабатывает каждый миллиметр сферы, цилиндра, конуса.
Шабрение поверхностей плоского вида – схема процесса
Операция проводится в несколько этапов:
- установка в тисках;
- после выбора насадки для шабра (ширина режущей части), он берется двумя рукам посередине рукояти;
- угол стержня по отношению к детали – 80 градусов, направление – от себя;
- кромка соприкасается с началом неровности, белого пятна;
- начинаются действия, сперва снимается небольшой слой стружками по 2 см, затем при необходимости делаются более короткие и глубокие штрихи;
- производится контроль посредством квадратной рамки.
Притирка металла
Обычно выравнивание проводится после шабровки с помощью абразивного диска. Процедура аналогичная и имеет те же цели, только операция немного другая. В первую очередь используется другое приспособление – притир. Его вы видите на изображении: Второе отличие – это использование при работе специальных абразивов и минерального масла для смазывания поверхностей.
Как сделать шабер своими руками
Купить его можно через интернет или в специализированных магазинах, но можно попробовать обзавестись самодельным помощником.
Простой в домашних условиях
Возьмите пруток (корпус) нужного размера, сделайте болгаркой распил в торцевой части, поместите туда пластину, а сбоку вставьте винт и крепко закрутите. С обратной стороны смастерите удобную ручку.
Сложный
Изготовление возможно при наличии фрезерного станка. Отличие от предыдущего варианта – на прутке будет нарезана винтовая спираль, которая позволит присоединять к корпусу головку – тиски, в которые будет помещаться лезвие и закрепляться винтом.
Из напильника
Инструмент нужно просто подвергнуть двум процедурам:
- заточке кромки под нужным углом;
- наполнением алмазной пасты на бруске из абразива с помощью движений, похожих при затачивании столового ножа.
Орудие готово! В статье мы рассказали, что такое шабер слесарный и показали фото. Для наглядности предлагаем посмотреть несколько видео по теме:
Декоративное шабрение
Своими руками
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
2.13. Шабрение и инструмент для шабрения
2.13. Шабрение и инструмент для шабрения
Шабрение – это процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения.
При шабрении производится срезание тонких стружек с неровных поверхностей, предварительно уже обработанных напильником или другим режущим инструментом.
Инструменты для шабрения называются шаберами. Для изготовления шаберов используют инструментальные углеродистые стали У10, У10А, У12, У12А, легированную сталь Х05, а также твердосплавные пластины, вставляемые в стальные державки. Бывшие в употреблении и вышедшие из строя трехгранные или плоские напильники после соответствующего шлифования также могут использоваться в качестве шаберов.
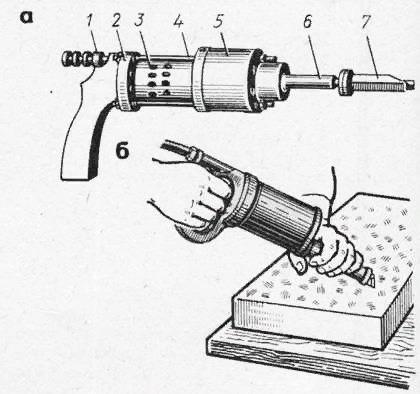
Различают ручные и механические шаберы. Они могут быть плоские односторонние и двухсторонние, цельные и со вставленными пластинками, трехгранные цельные и трехгранные односторонние, полукруглые односторонние и двухсторонние, ложкообразные и универсальные (рис. 32).
Универсальный шабер состоит из заменяемой пластины (рабочая часть шабера), корпуса, прихвата, винта и рукоятки.
При шабрении используются чугунные плиты для проверки поверхностей плоских деталей, плоские и трехгранные линейки для проверки плоскостности поверхности, призмы, плиты в виде прямоугольного параллелепипеда, контрольные валики, щупы и другие инструменты для контроля качества шабрения и притирки. Кроме упомянутых инструментов применяют щетки и обтирочные материалы.
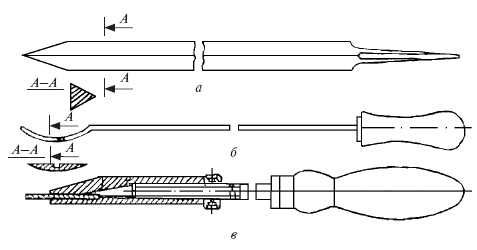
Рис. 32. Слесарные шаберы:
а – трехгранный; б – в форме ложечки; в – плоский с заменяемой пластиной из твердого сплава
Шабрение применяется, когда нужно удалить следы обработки напильником или другим инструментом, а также если требуется получить высокую степень точности и малую шероховатость поверхности деталей машин, соединяемых друг с другом. Шабрение особенно часто применяется при обработке деталей пар трения.
Перед шабренем следует проверить степень неровности поверхности и места неровностей, подлежащие шабрению. Для обнаружения неровностей поверхности служат плиты, линейки, призмы, валики, щупы. При шабрении на краску используется шабровочная краска. В ряде случаев шабрение ведется на блеск.
Для шабрения деталей на краску используют плиту или линейку, а также краску.
В качестве краски для шабрения используют смесь машинного масла с парижской лазурью или ультрамарином, имеющую консистенцию легкой пасты. Иногда используется смесь машинного масла с сажей.
Краска наносится тонким слоем на плиту или линейку кисточкой или чистой ветошью, после чего плита или линейка накладывается на предназначенную для шабрения поверхность детали. После нескольких кругообразных движений плиты или возвратно-поступательных движений линейки по детали или детали на плите деталь осторожно снимают с плиты. Появившиеся окрашенные пятна на детали свидетельствуют о неровностях, выступающих на поверхности детали; неровности удаляются шабрением.
Во время притирки детали к плите на краску на поверхности детали появляются большего или меньшего размера окрашенные пятна, между которыми имеются светлые промежутки. Окрашенные пятна появляются вследствие неровностей на этой поверхности.
Наиболее высокие неровности на поверхности имеют более светлую по сравнению с краской окраску в связи с некоторым стиранием краски при движениях притирки. Основные выпуклости характеризуются хорошим покрытием краской и поэтому имеют густую окраску. Светлые и блестящие пятнышки на поверхности детали свидетельствуют об углублениях на поверхности, которые краской не покрыты.
Последовательность удаления пятен с поверхности определяет их цвет.
Шабрение начинают с самых выступающих мест, обозначенных светлым цветом краски. Затем следуют пятна с густой окраской. Светлые пятна не шабрятся.
Степень точности и шероховатости поверхности определяется по числу пятен краски в квадрате со стороной 25 мм (около 16 – хорошее шабрение, 25 – очень точное шабрение).
Недостатками шабрения являются слишком медленный процесс обработки и значительная трудоемкость, что требует от слесаря большой точности, терпения и времени. Преимуществом этого вида обработки является возможность получения простыми инструментами высокой точности (до 2 мкм). К преимуществам также следует отнести возможность получения точных и гладких фигурных поверхностей, обработки закрытых поверхностей и поверхностей до упора. Хорошо шабрятся чугунные и стальные поверхности небольшой твердости.
Закаленные стальные поверхности следует шлифовать.
При шабрении необходимо соблюдать чистоту и порядок вокруг рабочего места. Инструментом нужно пользоваться осторожно и с умением, в перерыве между работой и после ее окончания убирать в ящик. Шабер следует всегда держать так, чтобы режущая часть была обращена в сторону от работающего. Шабер должен быть хорошо заточен. При шабрении обязательно следует удалять острые кромки с деталей.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Инструмент
Инструмент Общие сведения. Инструмент столяра — предмет его неустанной заботы и гордости. По набору инструмента, по его состоянию и внешнему виду можно судить и о мастере.Наверное нет нужды доказывать, что плохим инструментом нельзя прилично сделать работу даже и при
Шабрение металла – сверхтонкое выравнивание заготовок
Очень точное выравнивание твердых поверхностей – это шабрование (шабровка, шабрение) металла, слесарное дело в наши дни называет данную операцию одной из самых сложных и ответственных.
1 Что такое шабрение металла, каким инструментом оно выполняется?
Под этой процедурой принято понимать финальную операцию слесарной обработки металлических (крайне редко – пластиковых или деревянных) поверхностей, суть которой состоит в соскабливании с верхней части деталей тонких (0,005–0,07 мм) слоев посредством шабера. Рекомендована операция для ситуаций, когда обрабатываются крайне малые по уровню шероховатости поверхности.
Шабровка идеальна для поверхностей сопрягаемого типа (трущихся), которые перемещаются по отношению друг к другу. 
Она удерживает между ними смазку, обеспечивает сопрягаемым изделиям плотное прилегание, что гарантирует высокую точность геометрических показателей обрабатываемых деталей, к которым относят:
- элементы приборов;
- криволинейные и плоские поверхности;
- поверхности поверочных плит, линеек, угольников и иных измерительных приспособлений;
- подшипники скольжения;
- некоторые строительные материалы (часто выполняется шабровка плитки).
Инструмент для выполнения операции шабрования под названием шабер может быть:
- трехгранным, плоским или фасонным (классификация по виду режущей части);
- составным либо цельным (разделение по конструкции);
- двух- или односторонним (учитывается количество режущих частей).

Сырьем для производства шаберов выступают инструментальные стали. Инструменты составной конструкции нередко снабжаются пластинами из сплавов высокой твердости либо из инструментальной быстрорежущей стали.
Размеры (геометрические) шаберов зависят от:
- угла их монтажа по отношению к поверхности, которую предстоит обрабатывать;
- материала деталей;
- конкретного вида обработки заготовки.
Плоские поверхности легко поддаются двух- и односторонним шаберам, характеризуемым криволинейной или прямолинейной режущей частью. Торцевой участок инструмента по отношению к его оси затачивается под углом:
- от 90 до 100 градусов при отделочной обработке металла;
- 90 градусов при чистовой;
- от 75 до 90 при черновой.
Мягкие металлы обрабатывается шабером с углом от 35 до 40 градусов, сталь – от 75 до 90, бронзовые и чугунные изделия – от 90 до 100.

Требуемая шероховатость детали и показатель ее твердости определяют радиус закругления и длину кромки инструмента, которая осуществляет операцию резки. Кромка будет иметь тем меньший радиус и более узкую кромку, чем большей твердостью характеризуется обрабатываемая заготовка. Отделочное шабрение поверхностей осуществляется инструментом с шириной кромки для резки от 5 до 12 мм, чистовое – от 15 до 20 мм, черновое – от 20 до 30 мм.
При обработке подшипников скольжения используются кольца-шаберы, которые снижают количество переточек при шабрении. Вогнутые поверхности обрабатываются инструментом с тремя гранями, снабженными специальными желобками в продольном направлении и углом заострения 60°. Такие приспособления легко заправляются и затачиваются.
2 Шабрение поверхностей плоского вида – схема процесса
Существует два варианта выполнения операции: ходом (рабочим) “на себя” и “от себя”. Специалисты говорят, что более производительным и современным является первый способ (шабрение и притирка сейчас чаще выполняются именно “на себя”). Его схема будет представлена чуть ниже, а перед этим мы коротко расскажем о том, как подготовить металлическую поверхность для процедуры.
Существует особая краска для шабрения, состоящая, как правило, из комбинации сурика, лазури либо синьки с обычным машинным маслом. Ее наносят при помощи тампона на поверочную плиту, затем оттуда круговыми движениями переносят на заготовку. Впоследствии мастер выравнивает в первую очередь самые выступающие окрашенные зоны, а затем и мало окрашенные.

Схема выполнения шабрения “на себя”:
- деталь устанавливают в тиски;
- используя удлиненный инструмент с пластинками вставного типа, начинают операцию шабрения (приспособление следует держать в средней его части двумя руками, подводя под углом около 80 градусов к поверхности режущую часть шабера);
- кромка инструмента подводится к границе “уничтожаемого” пятна;
- выполняется шабрение (по направлению к удаленному краю детали от ближайшего к рабочему) “на себя” – черновое (его называют предварительным) и чистовое (окончательное).
Как только на обрабатываемой поверхности площадью 25 на 25 миллиметров будет визуально зафиксировано не менее 12–16 пятен краски для шабрения, которые равномерно покроют заготовку, процедуру ее выравнивания можно считать законченной. После этого осуществляется контроль качества работы при помощи спецрамки, помещаемой на поверхность:

- в образовавшемся окошке считают число пятен;
- повторяют данную операцию еще несколько раз в разных местах детали;
- высчитывают среднее арифметическое;
- сравнивают с требуемым (12–16 пятен) значением.
Криволинейные поверхности проверяют целлулоидным шаблоном (сетка с участками 25 на 25 мм). Он может воспроизводить конфигурацию заготовки, которая выравнивалась. Если на 75 участках шаблона имеется столько пятен, сколько было предусмотрено техническими условиями обработки, шабрование признается удовлетворительным.
3 Притирка и шабрение металла – схожие по назначению процессы
Притирка необходима для обеспечения герметичности и высокой плотности участков сопряжения заготовок, контактирующих между собой. Поверхность при проведении такой процедуры характеризуется точностью выравнивания до 0,0001 мм. Выполняют ее после шабрения следующими абразивами:
- Мягкими: алмазные пасты и пасты ГОИ. Такие составы рекомендованы для медных и алюминиевых листов, чугунных изделий, поверхностей из отожженной стали.
- Твердыми: кремень, наждак, монокорунд, алмаз, кварц, натуральный корунд, синтетический альбор, электрокорунд (белый, обычный, хромистый), карбиды кремния. Последние используются для обработки чугунов.

Притирка сопровождается охлаждением и смазкой поверхностей, которые выполняются содовой водой, бензином, керосином либо минеральными маслами. А главным инструментом выполнения процедуры является приспособление притир. Он изготавливается из натурального дерева, стекла, бронзы, чугуна, меди, имеет цилиндрическую, плоскую или иную конфигурацию, которая аналогична выравниваемой поверхности.

Схема притирочных работ такова:
- Абразивные составы помещают на притирочный инструмент (этап шаржирования). Шаржирование круглого притира выполняется между плитами, плоского – при помощи металлического бруска либо валика, которые прошли процедуру закалки. В некоторых случаях на инструмент наносят смазочный состав, который притягивает и удерживает зерна абразива.
- Производится непосредственно притирка. Конические детали обрабатывают посредством их вращения в одну и другую стороны коловоротом или воротком, плоские обрабатываются круговыми движениями на притирочных плоских плитах. А заготовки малой толщины рекомендуется собирать в пакет, а затем обрабатывать одновременно.
Финишная обработка металла — технология шабрения
Одним из вариантом финальной обработки металла является шабрение (шабровка). С помощью этой операции можно получить чистую, гладкую поверхность, у которой будут отсутствовать выемки, выпуклости. Основная особенность этой техники — она позволяет снять очень тонкие слои металла — от 0,01 до 0,5 миллиметров в зависимости от типа инструмента, способа обработки.

Главный минус шабрения заключается в том, что эту процедуру сложно механизировать, поэтому выполняют ее опытные слесари. Но что такое шабрение с технологической точки зрения? Какие есть особенности у этой операции? В статье эти вопросы будут рассмотрены в деталях.
Краткие сведения об операции
Шабрение — это особая разновидность слесарной обработки металла, которая выполняется с помощью специального инструмента, называемого шабером. Шабровка обычно выполняется для обработки различных металлов (сталь, чугун, медь, алюминий, многокомпонентные сплавы). Хотя шабер можно адаптировать для обработки и других поверхностей — дерево, пластик, мягкий камень. С технической точки зрения шабрение представляет собой соскабливание слоев с поверхности детали. Шабер представляет собой ручной инструмент с деревянной ручкой, один из концов которого является заостренным.
Шабер обычно трех- или четырехгранный, хотя для некоторых вариантов обработки применяются более сложные инструменты. Используется для зачистки поверхности листового металла, а также для зачистки кромок и концов, для нанесения рисунков и надписей, для гравировки металлических изделий. Перед шабрением металлическое изделие может покрываться специальным составом-герметиком, что хорошо сказывается на точности операции. Габариты шабера обычно являются небольшими (от 30 до 40 сантиметров в длину), поскольку инструмент должен хорошо сидеть в руке.
Инструмент-шабер обычно выполняют из двух разновидностей стали:
- Основную часть инструмента выполняют из инструментальных сталей, которые хорошо выдерживают механическую нагрузку при длительном напряжении. Такая сталь хорошо выдерживает воздействие химически активных веществ, поэтому шабер не покрывается коррозией и не растрескивается. Инструментальная сталь проста в производстве, что снижает цену инструмента.
- На концах инструмента могут устанавливаться режущие пластинки из твердосплавных сталей. Такая сталь хорошо поддается заточке (при нагреве или без него), однако во время работы она не затупляется и долго сохраняет свою форму, что позволяет шаберу сохранять свои практические свойства. Твердосплавная сталь более дорога в производстве, поэтому ее используют обычно в виде небольших пластин, вставляемых в основную часть шабера.

Технологические особенности
Шабрение обладает рядом технических особенностей:
- Высокая точность обработки. Инструмент-шабер является очень точным, а с его помощью можно снимать слой металла толщиной от 0,01 до 0,5 миллиметров. Если рабочему нужно срезать более широкий слой, то он либо использует более грубый инструмент, либо просто повторяет операцию несколько раз, пока не получит нужные результаты.
- Возможность работы с деталями сложной формы. Лезвия шабера разной формы, что позволяет работать как плоскими объектами, так и различными сложными объектами (скажем, с подшипниками или деталями автомобилей). Это делает технологию универсальной, простой в использовании.
- Невозможность механизации. Шабровка является достаточно тонкой сложной процедурой, а для ее проведения необходимым соответствующий опыт. По очевидным причинам шабрение нельзя автоматизировать, что снижает популярность технологии (хотя шабер можно подключить к пневматическим устройствам).
Техника шабрения
Методика шабровки зависит от характера режущего инструмента и формы обрабатываемой детали. Операцию рекомендуется проводить в заводском цехе, в котором установлено оборудование для фиксации обрабатываемой заготовки. Это могут быть тески, пресс. Перед шабрением человеку рекомендуется надеть надеть рабочий костюм, который будет защищать его одежды от частичек пыли, грязи. Вытяжку в рабочем цехе можно не ставить, поскольку образовавшийся металлический мусор не представляет угрозы для здоровья. После проведения шабровки рекомендуется принять душ или ванную, чтобы избавиться пыли, грязи, мусора, которые могли прилипнуть к коже во время операции.
Для работы с плоскими обширными поверхностями используются плоские шаберы, обладающие широкой зачищающей пластиной. Это ускорит процедуру обработки, а также сделает поверхность более гладкой. Если Вы обрабатываете узкую запчасть (скажем, подшипники) либо наносите рисунок, то рекомендуется применять шабер с узкой насадкой. Такая насадка сможет попасть в труднодоступные места, а также сделает зачистку очень точной. Шабрение дерева, пластика делать просто — Вы подносите инструмент к краю обрабатываемой поверхности, помещаете инструмент на небольшую глубину и с помощью мускульных движений снимаете внешнюю поверхность слой за слоем.

Этапы шабрения
Шабрение металла требуют сноровки, практических навыков, которые могут отсутствовать у новичка. Поэтому лучше доверить эту операцию опытному слесарю. Шабровку изделий рекомендуется выполнять на столярной плите, а сам процедура выглядит так:
- Перед зачисткой приготовьте или купите в магазине смесь-краску на основе сажи и моторного масла. Смесь должна быть густой и липкой, чтобы она могла прилипнуть к поверхности обрабатываемой запчасти. Нанесите смесь с помощью тампона на всю поверхность столярной плиты и дайте 1-2 минуты подсохнуть. Наносить смесь следует равномерно по всей площади плиты в 1 слой (иначе значительно снизится точность контрольных мероприятий).
- Теперь возьмите деталь, которая будет подвергаться технологической обработке, а потом приложите ее к столярной плите, покрытой краской. Через пару минут уберите ее от плиты, посмотрите на цветовые пятна, которые образовались после приложения детали. Белые сухие пятна указывают на то, что в месте приложения у детали имеется большое углубление или трещина (шабровка для них бесполезна и даже вредна). Черные пятна указывают на то, что поверхность является однородной, не содержит углублений. Серый цвет указывает на наличие небольших выступов — именно им требуется шабрение.
- Выполните заточку инструмента и начинайте удалять неровности с помощью шабера. Во время работы рекомендуется делать движения «от себя», а сам шабер следует держать под углом 30-45 градусов относительно плоскости объекта. Движения вперед нужно делать с уверенным нажимом, чтобы срезать лишний металл. Контролируя степень нажатия, Вы можете контролировать глубину резки. Назад инструмент следует возвращать спокойно, без нажима. Оптимальный ход инструмента составляет 2-3 сантиметра, а по мере выравнивания поверхности металла ход следует уменьшить до 0,5-1 сантиметра.
- С помощью чистой тряпки удалите с поверхности обрабатываемой запчасти различный металлический мусор, который образовался во время обработки. Также не забудьте высушить столярную плиту и нанести на нее новый слой краски. Теперь снова приложите заготовку к поверхности стола с нанесенной краской. Через несколько минут уберите деталь и обратите внимание на цвет пятен. Если на столе остались серые пятна, то операцию шабровки следует повторить. Если деталь небольшая, то можно краску не наносить — вместо этого можно использовать незадействованный участок плиты (это сокращает время работы, снижает затраты краски).
Притирка и шабрение — в чем разница?
На шабровку по некоторым характеристикам похожа процедура притирки. Эта операция также используется для выравнивания поверхности объекта, а используется она обычно для обработки металла (хотя технологию можно адаптировать для работы с деревом, пластиком или мягким камнем). Однако между притиркой и шабрением гораздо больше отличий, чем похожих вещей. Главное отличие заключается в том, что для притирки используются абразивные материалы, а не специальный инструмент-шабер. К тому же притирка не подходит для небольших запчастей или объектов сложной формы (тогда как шабровка с этой задачей может справиться).

Абразивы
Абразивами называют различные материалы, которые за счет своего строения, структуры используются для шлифовки и полировки металлических, деревянных, пластиковых изделий. Принцип работы абразивов схож с шабером — для выравнивания поверхности какого-либо объекта просто срезаются верхние слои объекта. Точность абразивной обработки может быть как низкой, так и очень высокой (она находится в пределах от 0,001 до 1 миллиметра). В зависимости от структуры различают 2 основных класса абразивов:
- Мягкие абразивы. В эту категорию входят гомогенные смеси или пасту, пригодную для шлифовки. Примеры мягких абразивов — алмазные пасты, алмазная крошка, пасты ГОИ. Мягкие полировочные абразивы производят более щадящий, мягкий эффект на материал, поэтому их применяют для полировки пластичных металлов. Это медь, его сплавы, алюминий, чугун, отожженная сталь. Также их применяют для обработки неметаллических материалов (скажем, для работы с деревом или пластиком).
- Твердые абразивы. В эту группу входят как отдельные вещества, так и специальные объекты, сделанные человеком непосредственно для шлифовки. Примеры твердых абразивов — наждачная бумага (с добавлением алмазной пыли или без нее), кварц, корунд, электрокорунд, карбид кремния. Твердые абразивы отличаются более грубой неоднородной структурой, поэтому их используют для шлифовки твердых металлических материалов. Это сталь, твердые разновидности чугуна, некоторые виды алюминия. Твердые абразивы могут применяться для обработки дерева и пластика, однако обработку нужно делать аккуратно, чтобы не повредить деталь. При желании можно комбинировать обработку твердыми и мягкими абразивами, чтобы достичь оптимальных результатов.
Этапы притирки
Для притирки металла требуется не только абразив, но и притирочный инструмент, а также охлаждающие вещества и смазка. Притирочный инструмент обычно выполняет роль пресса, который придавливает к металлу абразив и выполняет его перемещение для полировки. В роли охлаждающих/смачивающих веществ используют бензин, вода, керосин, минеральные масла. Сама процедура притирки проста:
- Сперва на притирочный пресс наносится мягкий или твердый абразив, сверху кладется обрабатываемая деталь, а потом выполняется ее шаржирование. Для шаржирования могут применяться плиты, бруски, валики (в зависимости от формы объекта). Если абразив под действием сил гравитации выпадает из инструмента, то на поверхности может наноситься липкая смазка, которая будет удерживать шлифовальные частички.
- После шаржирования можно приступать к притирки. Для этого притирочные плиты, бруски или валики начинают вращаться в одном или различных направлениях. За счет это усиливается контакт абразива с поверхностью обрабатываемой поверхности, что может приводить к срезу верхних слоев металла. Глубина обработки обычно находится в прямой зависимости от времени обработки — чем дольше идет притирка, тем шире будет слой металла, который будет срезан с помощью притирки.

Заключение
Подведем итоги нашей статьи. Шабровкой называют технологию, с помощью которой можно выравнивать различные изделия из металла, дерева или камня. Это могут быть металлические листы, подшипники, автомобильные запчасти, изделия сложной формы. Для шабровки используется специальный инструмент, который называют шабером. Он имеет вид металлического изделия с деревянной ручкой, у которого имеется один заостренный конец. Шабер обычно делают из двух разновидностей стали: инструментальная сталь используется для изготовления основного инструмента — тогда как конец-резак делается из острой твердосплавной стали, которая сохраняет форму при обработке.
Конец-резак шабера может иметь сложную форму (на практике обычно используются инструменты с 1, 3 или 4 гранями). Технологические особенности шабрения — высокая степень зачистки, возможность работы с деталями любой формы, невозможность механизации. Процедура шабровки проста — человек прикладывает инструмент к металлу, делает широкие движения в направлении «от себя». Перед шабровкой рекомендуется нанести на столярную плиту специальную краску, приложить к нему обрабатываемую деталь — по характеру пятен можно будет установить наличие дефектов изделия. На шабровку похожа притирка, однако между этими операциями существует много отличий.
Используемая литература и источники:
- Кожевников Д. В., Кирсанов С. В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007.
- Кожевников Д. В., Кирсанов С. В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003.
- Резание конструкционных материалов, режущие инструменты и станки, под ред, П. Г. Петрухи, М., 1974
- Статья на Википедии про шабрение





