Гребенка для автоматов

При необходимости установить целую группу автоматов и прочих защитных устройств в распределительный щиток возникает много сложностей. Раньше электрику приходилось изготавливать множество перемычек для автоматов, сечение которых также должно было подходить по параметрам. Но этот способ был ненадежным. Для упрощения этой работы была создана гребенка для автоматов, которую еще называют шиной.

Конструкция соединительных шин
Шина, или гребенка для автоматических выключателей, – это медная пластинка с зубьями-выходами для подключения защитных устройств, расположенными через определенное расстояние и изолятор для нее. Такого вида гребенки подходят для однополюсных автоматов.
Существуют также двухполюсные выключатели. Соединительная шина для автоматов, в которые они устанавливаются, выглядит несколько иначе. Она представляет собой корпус изолятора, где находятся уже две пластины, зубья которых располагаются через один, причем на одной из них загнуты так, чтобы при сборе они выстраивались в линию. Это позволяет совершать подключения двух ваз или фазу с нулем.
Для трехфазных защитных устройств шина для автоматов состоит из трех медных пластинок в общем корпусе из диэлектрика. Каждая гребенка дополнительно изолируется от остальных.
Штырьки находятся на одинаковом расстоянии, обычно обозначающееся как размер автомата на дин-рейку, как правило, равное 17,5 мм.
Выпускаются отводы двух видов:
- Pin – крепления гребенки, напоминающие зубья расчески, называющиеся штырьковыми. Они являются универсальными и используются практически повсеместно.
- Fork – данные зубья имеют форму полумесяца и называются вилкообразными. Для подключения оснащенной штырьками такого типа гребенки к автомату, должно присутствовать специальное крепление.

Правила установки и подключения
Как говорилось выше, гребенки пришли на смену перемычкам автоматических выключателей, оказавшись надежнее, долговечнее и проще в использовании. Они используются для соединения автоматов и остальных защитных устройств после рубильника.
Как и для любых устройств, у соединительной шины гребенки для автоматов существуют правила установки и подключения. Они достаточно просты и не требуют использования дополнительного оборудования.
Для соединения шины с автоматом, потребуется:
- Убедиться, что шина подходит по количеству полюсов, по размеру автомата на дин-рейку и по креплению. Чтобы избежать расхождений, лучше сразу приобретать гребенку и автомат одинаковой фирмы производителя.
- С помощью ножовки по металлу необходимо отрезать шину нужной длины.
- Отрезать диэлектрический корпус с запасом в 1-2 сантиметра, во избежание короткого замыкания.
- Надеть на шину специальный кожух.
- Приступить к монтажу и установке планок для крепления электрических автоматов, учитывая маркировку, защитный прибор имеет 2 или более полюсов. Для этого потребуется вставить каждый отвод в специальное отверстие автомата, в каждом из которых есть обычный зажим, затягивающийся стандартными болтами.
- При использовании шины с вилками, отводы крепятся в специально предназначенные для гнезда.
- В один из крайних зажимов требуется подключить вводный питающий провод.

Лучшие производители
На рынке сейчас представлено огромное количество соединительных шин, выпускаемых различными производителями, от мировых корпораций и до локальных компаний. Однако существуют производители, зарекомендовавшие себя наилучшим образом, чью продукцию можно покупать без опасений за ее качество, производительность и надежность.
На данный момент на мировом рынке одним из лидеров и известнейшим производителем силового оборудования и в том числе соединительных шин является швейцарская компания АВВ. Продукция фирмы отличается надежностью, безопасностью и износостойкостью.
Также популярна и продукция французского бренда Legrand, специализирующегося на выпуске электротехнических изделий. Выпускаемые компанией изделия соответствуют новейшим европейским стандартам качества и могут с одинаковым успехом применяться как в простых квартирных щитках, так и на крупнейших производствах.
Хорошим решением будет и приобретение оборудования, выпускаемого одной из старейших французских корпораций Schneider Electric, специализирующейся на выпуске и обслуживании электрооборудования и зарекомендовавшей себя наилучшим образом.

На внутреннем рынке одним из ведущих производителей и поставщиков электрооборудования на данный момент является компания ИЭК, добившаяся своего успеха благодаря крайней доступности продукции для потребителя и дважды становившаяся лауреатом премии «Марка № 1 в России».
Успешно конкурирует с брендом ИЭК Курский электроаппаратный завод (КЭАЗ), существовавший еще в СССР. Выпускаемая заводом продукция отличается надежностью, долговечностью и сравнительно доступной ценой, а линейка выбора на данный момент является одной из самых больших на внутреннем рынке.
Также хотелось бы отметить и достаточно известную в России китайскую компанию EKF electrotechnica. Цена и качество производимых ею изделий сравнимы с параметрами продукции бренда ИЭК, однако пятилетний гарантийный срок заставляет многих выбрать эту компанию.
Преимущества и недостатки
Соединительные шины крайне популярны в использовании, из-за того что они обеспечивают более надежное соединение защитных аппаратов, снижая количество дополнительных соединений в два раза по сравнению с обычными перемычками.
Также стоит отметить то, что стандартная шина может выдержать силу тока больше 60 А. Перемычку из провода с такими показателями изготовить практически невозможно.
Шина обеспечивает аккуратный внешний вид разводке, так как отсутствуют торчащие во все стороны дополнительные провода перемычек.
Однако эта конструкция имеет и свои недостатки:
- Появляется необходимость покупать автоматы одного производителя, ведь купленная у другой компании шина может попросту не подойти.
- При добавлении нового автомата приходится менять всю шину целиком, так как установка дополнительной перемычки снизит производительность. При замене шины придется отключать все автоматы полностью, что приведет к немалым потерям в масштабе предприятия.
- Для замены одного из модулей на абсолютно идентичный опять же придется отключить полностью весь щиток и ослабить зажимы абсолютно всех контактов. Устройство попросту невозможно демонтировать из-за того, что его фиксирует шина.
Подводя итог, стоит заметить, что шина крайне удобное и надежное соединение. В квартирах соединительные шины просто незаменимы, особенно в щитках, где и так недостаточно места. Гребенки отличаются довольно высокой ценой, однако стоят тех денег. Лучше поменять все автоматы в доме и поставить шину, чем мучиться с перемычками.
Соединительная шина для автоматических выключателей и УДТ (УЗО)
Соединительные шины предназначены для осуществления такого электрического соединения между собой автоматических выключателей, с помощью которого можно существенно упростить монтаж низковольтных распределительных устройств и повысить его качество за счет исключения монтажных проводов. Соединительные шины применяют также для соединения устройств дифференциального тока (УДТ) (которые некорректно именуют как УЗО) с автоматическими выключателями.
При написании данной статьи использовалась в том числе информация с книг [1] и [2] автора Харечко Ю.В.
 Пример соединительной шины
Пример соединительной шины
Номенклатура соединительных шин на примере продукции компании Siemens.
Выпускается несколько модификаций медных одно-, двух-, трех- и четырехполюсных соединительных шин сечением 10 и 16 мм 2 , длиной, например, 210, 214, 1000 и 1016 мм.
Соединительные шины сечением 10 мм 2 рассчитаны на номинальный ток 50 А (при протекании электрического тока от начала шины к концу) и 90 А (при протекании электрического тока от середины шины к обоим концам), сечением 16 мм 2 — соответственно 65 и 120 А.
Шины длиной 210 мм (рис. 1) предназначены для соединения между собой 12 однополюсных или эквивалентного им числа многополюсных автоматических выключателей. Например, четырехполюсной соединительной шиной длиной 210 мм можно соединить между собой три четырехполюсных автоматических выключателя. Шина имеет пластмассовые корпус и две торцевые крышки, закрывающие медную токоведущую часть и предотвращающие прямое прикосновение к ней.
 Рис. 1. Соединительные шины длиной 210 мм для автоматических выключателей серий 5SX2, 5SX4 и 5SX5 (1 — однополюсные и двухполюсные; 2 — трёхполюсные и четырёхполюсные)
Рис. 1. Соединительные шины длиной 210 мм для автоматических выключателей серий 5SX2, 5SX4 и 5SX5 (1 — однополюсные и двухполюсные; 2 — трёхполюсные и четырёхполюсные)
При использовании соединительных шин длиной 1000 мм их следует разрезать на части (длина частей зависит от условий монтажа распределительного устройства). После разрезания торцы соединительных шин должны быть закрыты торцевыми крышками 5ST2 155 для одно- и двухполюсных и 5ST2 156 для трех- и четырехполюсных
шин.
Выпускаются также одно-, двух- и трехполюсные соединительные шины длиной 1000 мм, предназначенные для соединения автоматических выключателей, на которых установлено по одному блок-контакту положения (БКП) или блок-контакту срабатывания (БКС). Эти шины также поставляются без торцевых крышек.
Для автоматических выключателей серий 5SX2, 5SX4 и 5SX5 выпускаются специальные соединительные шины, предназначенные для соединения между собой двух, трех, четырех, пяти, шести, восьми и двенадцати автоматических выключателей (см. пример на рисунке 2). Длина этих шин зависит от числа соединяемых автоматических выключателей. Выпускаются также соединительные шины, которые позволяют соединять одно-, двух- и трехполюсные автоматические выключатели с установленным на них одним БКП или БКС.
 Рис. 2. Специальные соединительные шины для автоматических выключателей серий 5SX2, 5SX4 и 5SX5 (1 — одно-, двух-, трех- и четырехполюсные соответственно для одно-, двух-, трех- и четырехполюсных автоматических выключателей без БКП или БКС; 2 — одно- и трехполюсные для однополюсных
Рис. 2. Специальные соединительные шины для автоматических выключателей серий 5SX2, 5SX4 и 5SX5 (1 — одно-, двух-, трех- и четырехполюсные соответственно для одно-, двух-, трех- и четырехполюсных автоматических выключателей без БКП или БКС; 2 — одно- и трехполюсные для однополюсных
автоматических выключателей с БКП или БКС; 3 — двухполюсные для двухполюсных автоматических выключателей с БКП или БКС)
Трехполюсная соединительная шина, имеющая номер по каталогу 5ST2 424, позволяет соединить одно четырехполюсное УДТ с восемью однополюсными автоматическими выключателями. К двум полюсам предусмотрено присоединение трех автоматических выключателей и к одному полюсу — двух.
Соединительные шины имеют сечение 16 мм 2 . Однополюсные шины рассчитаны на номинальный ток 70 А, двух-, трех- и четырёхполюсные -120 А.
Для соединения автоматических выключателей серий 5SY 4 и 5SY7 между собой выпускаются одно-, двух-, трех- и четырехполюсные медные соединительные шины сечением 16 мм 2 , длиной 214 и 1016 мм. Производятся так же соединительные шины, позволяющие подключать автоматические выключатели, на каждом из которых установлено по одному БКП или БКС.
Эти соединительные шины рассчитаны на номинальный ток 65 А (при протекании электрического тока от начала шины к ее концу) и 120 А (при протекании электрического тока от середины шины к обоим концам).
Шины длиной 214 мм (рис. 3) предназначены для соединения между собой 12 однополюсных или эквивалентного им числа многополюсных автоматических выключателей. Например, трехполюсной соединительной шиной длиной 214 мм можно соединить между собой четыре трехполюсных автоматических выключателя. Шина имеет пластмассовые корпус и две торцевые крышки, закрывающие медную токоведущую часть и предотвращающие прямое прикосновение к ней.
При использовании соединительных шин длиной 1016 мм их следует разрезать на части, длина которых зависит от условий монтажа распределительного устройства. После разрезания торцы соединительных шин должны быть закрыты торцевыми крышками: 5SH5 514-для двух- и трехполюсных шин; 5ST3 718-для четырехполюсных.
Выпускаются также трехполюсные соединительные шины длиной 214 мм (5ST3 713) и 1016 мм (5ST3 714), которые предназначены для соединения однополюсных автоматических выключателей с одним БКП или БКС.
 Рис. 3. Соединительные шины для автоматических выключателей длиной 214 мм для автоматических выключателей серий 5SY4 и 5SY7
Рис. 3. Соединительные шины для автоматических выключателей длиной 214 мм для автоматических выключателей серий 5SY4 и 5SY7
На рисунке 3 обозначены соединительные шины для автоматических выключателей:
- 1 — одно-, двух-, трех- и четырехполюсные соответственно для одно-, двух-, трех- и четырехполюсных автоматических выключателей без БКП или БКС;
- 2- однополюсные для однополюсных автоматических выключателей с БКП или БКС и трехполюсные для однополюсных автоматических выключателей с БКП или БКС;
- 3 — двухполюсные для двухполюсных автоматических выключателей с БКП или БКС.
Номенклатура соединительных шин на примере продукции компании ABB.
Компания АББ производит также соединительные шины, с помощью которых осуществляют соединение УДТ (ВДТ, АВДТ) и автоматических выключателей.
Для ВДТ серии F 200 и АВДТ серии DS 200 применяют двух-, трех- и четырехполюсные соединительные шины – такие же, как для автоматических выключателей серии S 200. Компания АББ производит специальные трехполюсные соединительные шины сечением 10 мм 2 , которые позволяют соединять четырехполюсный ВДТ серии F 200 с одно- или трехполюсными автоматическими выключателями серии S 200, следующих типов: PS3/9Fl, PS3/10Fl, PS3/12Fl и PS3/57Fl, имеющих соответственно 9, 10, 12 и 57 штырьков. Например, с помощью трехполюсной соединительной шины типа PS3/12Fl (см. рисунок 4) можно соединить один четырехполюсный ВДТ с девятью однополюсными автоматическими выключателями или тремя трехполюсными автоматическими выключателями.
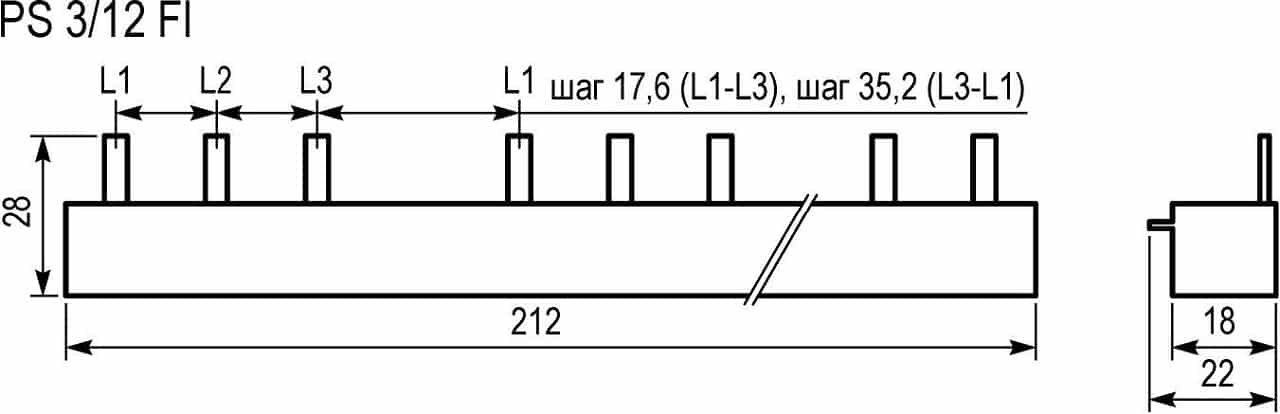 Рис. 4. Трехполюсная соединительная шина для ВДТ серии F 200
Рис. 4. Трехполюсная соединительная шина для ВДТ серии F 200
С помощью трехполюсной соединительной шины типа PS3/12Fl H, имеющей 12 штырьков, можно соединить один четырехполюсный ВДТ серии F 200, на котором установлен один блок-контакт, с девятью однополюсными или тремя трехполюсными автоматическими выключателями серии S 200.
Для АВДТ серий DS 941, DS 951 и DS 971 компания АББ выпускает три модификаций соединительных шин, имеющих по 12 штырьков и сечение 10 мм 2 (рисунок 5): одно- и трехполюсные соединительные шины типов BS9 1/12 и BS9 3/12, имеющие изоляцию светло-серого цвета, а также соединительную шину типа BS9 1/12NA, имеющую изоляцию синего цвета и предназначенную для соединения коммутирующих нейтральных полюсов АВДТ.
 Рис. 5. Трехполюсная соединительная шина для АВДТ серий DS 941, DS 951 и DS 971
Рис. 5. Трехполюсная соединительная шина для АВДТ серий DS 941, DS 951 и DS 971
Для автоматических выключателей серии S 200 компания АББ выпускает различные модификации медных одно-, двух-, трех- и четы-рехполюсных соединительных шин, имеющих сечение 10 и 16 мм 2 и длину от 35 до 1060 мм.
Соединительные шины сечением 10 мм 2 рассчитаны на длительное протекание электрического тока, приблизительно равного 63 А, а шины сечением 16 мм 2 – на протекание электрического тока, примерно равного 100 А.
Примеры соединительных шин длиной до 220 мм показаны на рис. 6–9, а в табл. 1 приведена их номенклатура.
 Таблица 1. Номенклатура соединительных шин, имеющих длину до 220 мм, для автоматических выключателей серии S 200
Таблица 1. Номенклатура соединительных шин, имеющих длину до 220 мм, для автоматических выключателей серии S 200  Рис. 6. Однополюсные соединительные шины для автоматических выключателей серии S 200
Рис. 6. Однополюсные соединительные шины для автоматических выключателей серии S 200  Рис. 7. Двухполюсная соединительная шина для автоматических выключателей серии S 200
Рис. 7. Двухполюсная соединительная шина для автоматических выключателей серии S 200  Рис. 8. Трехполюсные соединительные шины для автоматических выключателей серии S 200
Рис. 8. Трехполюсные соединительные шины для автоматических выключателей серии S 200  Рис. 9. Четырёхполюсная соединительная шина для автоматических выключателей серии S 200
Рис. 9. Четырёхполюсная соединительная шина для автоматических выключателей серии S 200
С помощью однополюсной соединительной шины, имеющей 12 штырьков, можно соединить между собой 12 однополюсных автоматических выключателя, с помощью двухполюсной соединительной шины – шесть двухполюсных автоматических выключателей, трехполюсной соединительной шиной – четыре трехполюсных автоматических выключателя, а четырехполюсной соединительной шины – три четырехполюсных автоматических выключателя.
Компания АББ производит также соединительные шины, имеющие меньшее число штырьков. Их используют для соединения между собой, например, двух, трех, четырех, шести или девяти однополюсных автоматических выключателей, двух или трех трехполюсных автоматических выключателей.
Соединительные шины, имеющие длину более 220 мм, например – около 1 000 мм (рис. 10), перед применением следует разрезать на части, длина которых зависит от условий монтажа низковольтного распределительного устройства. После разрезания торцы соединительных шин должны быть закрыты специальными торцевыми крышками, выполненными из изоляционного материала. Для однополюсных соединительных шин применяют торцевые крышки PS-END 0, для двух- и трехполюсных – PS-END, для четырёхполюсных – PS-END 1. В табл. 2 приведена номенклатура соединительных шин, имеющих длину около 1 000 мм.
 Таблица 2. Номенклатура соединительных шин, имеющих длину около 1000 мм, для автоматических выключателей серии S 200
Таблица 2. Номенклатура соединительных шин, имеющих длину около 1000 мм, для автоматических выключателей серии S 200  Рис. 10. Двух-, трех- и четырехполюсная соединительные шины длиной около 1000 мм для автоматических выключателей серии S 200
Рис. 10. Двух-, трех- и четырехполюсная соединительные шины длиной около 1000 мм для автоматических выключателей серии S 200
Компания АББ выпускает одно-, двух-, трех- и четырехполюсные соединительные шины, используемые для соединения между собой соответственно одно-, двух-, трех- и четырехполюсных автоматических выключателей, на которых установлено по одному блок-контакту. На рис. 11 представлены примеры таких шин, а в табл. 3 приведена их номенклатура.
 Таблица 3. Номенклатура соединительных шин используемых для соединения автоматических выключателей серии S 200, на которых установлены блок-контакты
Таблица 3. Номенклатура соединительных шин используемых для соединения автоматических выключателей серии S 200, на которых установлены блок-контакты  Рис. 11. Двух- и трехполюсная соединительные шины длиной около 1000 мм для двух- и трехполюсных автоматических выключателей серии S 200, на которых установлены блок-контакты
Рис. 11. Двух- и трехполюсная соединительные шины длиной около 1000 мм для двух- и трехполюсных автоматических выключателей серии S 200, на которых установлены блок-контакты
Выпускают также трехполюсные соединительные шины для соединения между собой однополюсных автоматических выключателей, на которых установлено по одному блок-контакту (рис. 12). Эти шины имеют 39 штырьков и сечение 10 мм 2 (тип PS3/39H) и 16 мм 2 (тип PS3/39/16H).
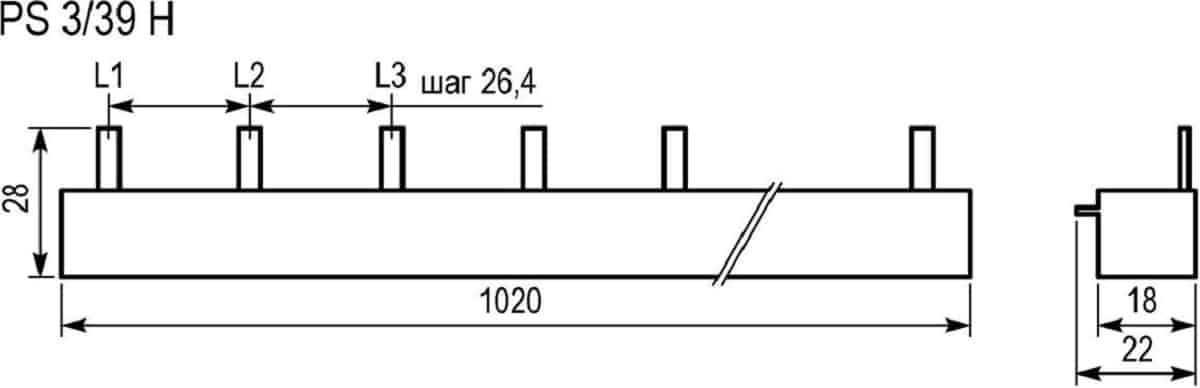 Рис. 12. Трехполюсная соединительная шина длиной около 1000 мм для однополюсных автоматических выключателей серии S 200, на которых установлены блок-контакты
Рис. 12. Трехполюсная соединительная шина длиной около 1000 мм для однополюсных автоматических выключателей серии S 200, на которых установлены блок-контакты
Компания АББ выпускает четырехполюсные соединительные шины, используемые для соединения между собой двухполюсных автоматических выключателей серии S 200, имеющих один защищенный полюс и коммутирующий нейтральный полюс. Эти шины имеют 12 штырьков (тип PS4/12NA) или 58 штырьков (тип PS4/58N)
(рис. 13) и сечение 10 мм 2 . Соединительные шины сечением 16 мм 2 имеют 58 штырьков (тип PS4/58/16N и PS4/58/16NA).
 Рис. 13. Четырехполюсная соединительная шина длиной около 1000 мм для двухполюсных автоматических выключателей серии S200, имеющих один защищенный полюс и коммутирующий нейтральный полюс
Рис. 13. Четырехполюсная соединительная шина длиной около 1000 мм для двухполюсных автоматических выключателей серии S200, имеющих один защищенный полюс и коммутирующий нейтральный полюс
Для автоматических выключателей серии S 280 компания АББ выпускает однополюсные соединительные шины с 12 штырьками типа SZ-KS2/12 и с 56 штырьками типа SZ-KS2/56, которые предназначены для автоматических выключателей с номинальным током до 100 А. Выпускают также трехполюсные соединительные шины с 12 штырьками типа SZ-PSB11N и с 60 штырьками типа SZ-PSB12N, которые предназначены для автоматических выключателей с номинальным током до 80 А.
Соединительная шина для автоматов (подключение и выбор)
Собрать конструкцию щитка с модульными автоматами посредством шлейфов вполне реально. Но эта процедура довольно длительная и кропотливая. Разводка и подсоединение перемычек требуют значительных трудовых затрат. При этом провода с трудом помещаются на своем месте, легко путаются. Упростить данный процесс позволяет соединительная шина для автоматов, которую еще называют гребенкой. Рассмотрим особенности и предназначение данного элемента, а также возможности его подключения.

История создания
Сборка и разборка начинки распределительных щитков связаны с различными проблемами соединения и размещения рабочих элементов. Особо эта проблема актуальна для обеспечения взаимодействия защитных приспособлений и автоматов в группах. Для этого требовалось организовывать несколько перемычек из проводов с требуемым сечением. Причем эта работа производилась вручную на месте с подгонкой проводов по размерам и обработкой соединений изолентой.
Такие виды подсоединения обладают рядом недостатков. Главный из них – отсутствие питания и автоматического выключения последующих перемычек. Подобные проблемы возникали из-за плохо организованного контакта, что приводило к дальнейшему перегоранию элемента.
Среди прочих минусов указанного способа отмечают следующие моменты:
- существенные затраты времени на монтаж, что обусловлено необходимостью замеров длины каждого отрезка проводки, зачистки изоляции, последующего опрессовывания концов;
- неэстетичная внешность приспособления по причине чрезмерного количества кабелей;
- неудобство установки приборов, располагающихся на специальной рейке выше автоматов.
Чтобы упростить и ускорить указанные работы, было придумано множество различных устройств, одним из которых является соединительная шина для автоматов.
Особенности и правила монтажа
Типовая шина гребенчатая монтируется в границах вводного или распределительного щитка очень просто, не вызывая особых затруднений у исполнителя. Однако в этом деле имеется целый ряд нюансов, учитывать которые при монтаже гребенки для автоматических выключателей нужно обязательно.
Согласно требованиям нормативных документов, фазная шина размещается только на верхних контактах автоматов, объединяемых в одну линейку.
Особенности подключения шины под гребенку также проявляются в следующих тонкостях:
- Поскольку ее проводящая часть при монтаже попадает между нижней прижимной пластиной и самой гребенкой, имеющийся на ней пластиковый изолирующий выступ должен быть обращен в сторону винтового крепления.
- При нарушении этого требования не удается получить эстетичное соединение, которое лишено изгиба пластины.
- При монтаже гребенки 3-х фазного типа важно следить за правильностью расположения изоляторов, что исключит возможность межфазного замыкания.
В процессе установки соединительных шин для автоматов вместо стандартных перемычек из провода обязательно соблюдение общепринятой маркировки. Она наносится на корпусах монтируемых изделий и должна соответствовать требованиям действующих нормативов.
Обычно такие гребенки продаются уже отмеренными стандартными линейками, число монтажных контактов на которых бывает разным. Поэтому перед подключением подсчитывается общее количество соединяемых автоматов и с учетом их толщины отрезается ненужная часть шины.
Описание
В зависимости от приспособлений, которые подсоединяются, рассматриваемые детали подразделяются на несколько разновидностей по полюсам (от 1 до 3). В соединительной гребенке для автоматов число пластин и полюсных окончаний идентично. При этом каждый из соединителей предназначается для выполнения конкретных задач. Например, однофазные модели служат для подключения аналогичных выключателей, 4-полюсные версии агрегируют с трехфазными приборами.
Указанные изделия обладают различным показателем шага (от 18 до 27 миллиметров). Меньшие варианты ориентированы на взаимодействие с одним модулем. Шаг 27 мм служит для подсоединения полуторных модульных потребителей. При помощи гребенок реально смонтировать одновременно комплект автоматов (от 12 до 60 штук). По этой причине использование подобных приспособлений неактуально для соединения одной пары устройств. Оптимальный вариант – применение в распределительных щитах с множеством контактов.
Конструктивные особенности
Для начала рассмотрим конструкцию гребенки. Изделие состоит из медной пластины, помещенной в пластиковую изоляцию, не поддерживающую горение. От этой пластины отходят специальные подводы, благодаря которым и происходит соединение автоматов в щитке. Количество пластин соответствует количеству полюсов.
Учтите, существуют гребенки с шагом 18 и 27 мм. Первые предназначены для коммутации АВ, шириной, равной одному модулю. Соответственно 27 мм — это ширина в 1,5 модуля. Обращайте внимание на этот момент при выборе распределительной шины для собственных условий!
По количеству полюсов соединительные шины делятся на однополюсные, двухполюсные, трехполюсные и четырехполюсные. У каждого варианта исполнения свое назначение. К примеру, однополюсная гребенка использует для подключения однофазного автоматического выключателя, а четырехполюсная, соответственно, для монтажа трехфазных УЗО на 4 полюса (три фазы и ноль).
Количество отводов может составлять от 12 до 60, поэтому применение гребенок для соединения двух электрических автоматов не является рациональным решением. Целесообразно использовать распределительную шину при сборке больших щитков.
Сами отводы могут быть штыревыми (маркировка pin) или же вилочными (fork). Первые используются гораздо чаще, т.к. вилочные отводы подходят не для все автоматов, для них нужен специальных зажим.
Последняя конструктивная особенность, о которой хотелось бы рассказать — поперечное сечение отводов. Как правило, отводы изготавливают сечение 16 мм.кв., чего вполне достаточно для того, чтобы выдержать токовую нагрузку в 63 А.
Конструкционные особенности
Соединительная шина-гребенка с одним полюсом включает в свою конструкцию сплошную пластину из меди. Она имеет прямоугольное сечение, а также ответвления, сделанные через определенную дистанцию. Приспособление служит для подключения автоматов модульного типа, контакторов, УЗО, дифавтоматов. Указанная «начинка» помещается в специальный корпус из негорючего пластика.
Остальные разновидности имеют аналогичную конструкцию, только с количеством шинок соответственно емкости и назначению. То есть в корпусе трехполюсного приспособления – три шинки, в четырехполюсном аналоге – четыре и так далее.
Соединительная шина для автоматов: характеристики
Работа автоматических выключателей основана на прохождении через их электрическую схему, электротока. Одним из важных показателей их корректной работы, является качество подключения между собой. Для этих целей используется специальная соединительная гребенка.
Виды соединительных шин:
- Штыревые Pin;
- Вилкообразные Fork.
Стоит отметить, что данными соединителями производится подключение не только автоматов, но и дифавтоматов или УЗО.
Обратите внимание! Вилкообразные устройства не способны осуществить подключение во всех видах устройств. Подключение ими производится только в зажимах с затягиваемым винтом. Представителями таких автоматов являются устройства фирмы ABB (abb).
В зависимости от схемы соединения и вида сети (однофазная или трехфазная), применяются различные виды гребенок, которые разделяют согласно количеству полюсов (1 – 4 полюса). Важно понимать, что данные соединители способны соединить определенное количество автоматов (12, 24, 36, 48 и 60).
Рассмотрим устройство соединителя для однополюсного подключения. В пластиковый корпус из негорючего материала, установлена одна медная прямоугольная (гребенчатая) шина, на которой через определенное расстояния находятся специальные ответвления, посредством которых и производится подключение.
Из этого следует, что например, в шине для подключения трехполюсного автомата, в соединителе устанавливается три медных шины.
Подключение автоматов посредством шины в щитке, производится следующим образом. Шина подбирается согласно количеству модулей. Если модулей меньше (например, необходимо соединить 7 автоматов, шиной рассчитанной на 12 модулей), то шину необходимо распилить ножовкой.
После чего, шина устанавливается в автоматические выключатели, и заживается крепежными винтами устройств. К одному из автоматов подводится напряжение и проверяется работоспособность всей схемы.
Полезный совет
Соединительные шины для автоматов бывают двух типов: штыревые вариации (ориентированные на взаимодействие с большинством приборов) и вилочные версии (требующие наличия специального зажима). При выборе гребенок рекомендуется обращать внимание на все конструктивные нюансы. Это связано с тем, что каждая разновидность подключаемых устройств соответствует конкретной модификации шины. Если монтировать приспособление с неподходящими разъемами, отводы ложатся на свои места не полностью, часть их выступает наружу, что приводит к опасности поражения электротоком. Кроме того, это грозит возгоранием в случае попадания на рабочий контакт легковоспламеняющегося материала.
Как выполнялось подключение раньше?
При выполнении сборочных и монтажных работ в распредщитках часто возникают сложные ситуации, тем более, если речь ведется о подключении защитных приборов и их групп автоматов. Для упрощения и ускорения этих работ было придумано множество различных приспособлений. До относительно недавних пор при подключении множества автоматов к единой линии требовалось создавать несколько перемычек из провода с изоляцией требуемого сечения.
Шина для автоматов с перемычками из изолированного кабеля требуемого сечения
Этот метод соединения автоматов один к другому обладает весьма значительным минусом — при неисправности перемычки не будут обеспечены питанием и последующие автовыключатели. Такая проблема может возникнуть по причине недостаточно хорошо выполненного контакта перемычки и ее последующего перегорания.
К недостаткам соединений, выполненных при помощи самодельных перемычек, также следует отнести:
- значительные временные затраты на монтаж, связанные с необходимостью замеров длины каждого отрезка кабеля, зачистке изоляции, опрессовывания концов;
- неэстетичный вид щитка из-за слишком большого числа размещенных проводов;
- помехи для монтажа приборов, крепящихся на DIN-рейке выше автоматов.
Возникновение подобных ситуаций можно исключить при помощи шин, созданных для соединения нескольких параллельно подключенных приборов УЗО либо автовыключателей.
Плюсы и минусы
К преимуществам соединительных шин для автоматов относят следующие моменты:
- существенное уменьшение проводков, помещенных в щитке, что позитивно сказывается на аккуратности монтажа и эстетичности внешнего вида конструкции;
- значительное облегчение ремонта и обслуживания приспособлений ввиду упрощенного отслеживания их рабочей схемы;
- повышенная выдержка нагрузки (до 63 А);
- гарантия высокой надежности и качества подсоединений без нагрева рабочих контактов.
Несмотря на все достоинства, рассматриваемая конструкция обладает рядом минусов, а именно:
- проведение ремонтных работ и технического обслуживания требует отключения питания всех совмещенных приборов, что вызывает определенные неудобства;
- при усовершенствовании распределительного щитка требуется замена соединительного элемента либо монтаж перемычки, что негативно скажется на качестве подключения;
- при замене перегоревшего автомата требуется ослабить клеммы на каждом устройстве, иначе снять гребенку не выйдет;
- необходимо подбирать приспособления идентичных марок;
- подключение соединительной шины для автоматов намного дороже перемычек;
- конструкция, в которой используются указанные соединители, должна взаимодействовать минимум с шестью приборами, иначе ее эксплуатация нецелесообразна.
Преимущества и недостатки
Сначала поговорим о достоинствах соединительной шины для автоматических выключателей. Итак, гребенка имеет следующие плюсы при монтаже электропроводки:
- Более качественное соединение коммутационной аппаратуры. Если подключение перемычек представлено двумя концами провода в одном зажиме, то применение гребенчатой шины сокращает это значение в 2 раза, что положительно отображается на качестве контакта.
- Как мы уже сказали, соединительная гребенка доя автоматов способна выдержать до 63 А. Сделать шлейф из провода, сечением 16 мм.кв. будет гораздо сложнее.
- Разводка проводки в щите с применением распределительной шины выглядит более аккуратной, что видно на фото ниже:
Что касается недостатков, они следующие:
- Не всегда возможно подключить автоматы от разных производителей. Дело в том, что различные фирмы могут выпускать модульные коммутационные изделия разной высоты. В итоге, отвод не всегда достает до разъема для подключения АВ меньшего размера.
- Более проблематичная замена автоматических выключателей в щитке. Чтобы заменить один аппарат придется ослабить соединительную шину на всех разъемах, иначе поднять ее выше не получится, а без этого автомат не достать.
- Если возникает необходимость добавления еще одного АВ в щиток, придется либо менять гребенку полностью, либо подключать его перемычкой, что негативно повлияет на эстетический вид электрощитка. К тому же при замене придется отключить напряжение на всех питающих линиях, что иногда весьма нежелательно, особенно на производстве.
Кстати, соединительная шина гребенка может использовать для подключения не только автоматических выключателей, но и УЗО, а также дифавтоматов. О том, как подключить данный соединитель в щитке, мы расскажем далее.
Рекомендации по монтажу
Если подсоединяемое количество автоматических выключателей меньше, чем число отводов на гребенке, лишние провода следует обрезать. Эту процедуру можно провести посредством использования любого подходящего инструмента, например ножовки по металлу. Шину и изолятор укорачивают отдельно. Это обусловлено тем, что второй элемент длиннее на несколько сантиметров. Указанные меры предосторожности дают возможность исключить появление короткого замыкания.
На концах изоляторов ставят специальные заглушки, которые имеются в комплекте с основным устройством. Если указанные защитные элементы отсутствуют, допускается использование стандартной изолирующей ленты. Подсоединить соединительную шину-гребенку для автоматов сможет любой взрослый человек, особых профессиональных навыков для этого не требуется. Приспособление монтируется сверху подключаемых агрегатов с помещением каждого отвода в предусмотренный контактный отсек.
Основной этап
После обрезания лишних отводов и помещения имеющихся частей на свои места проводят закрепление винтов, отвечающих за прижатие контактных клемм. От силы и качества зажима зависит надежность подключения и дальнейшая безопасность эксплуатации распределительного щитка, а также всех его рабочих узлов и соединений. Питание подводится на один край гребенки, после чего допускается поочередное подключение потребителей. Затем необходимо убедиться в правильности каждого подсоединения и активировать подачу энергии на щиток. Монтаж на этом завершен.
Подключение соединительной гребенки для автоматов в электрощите на УЗО
По стандартам безопасности все современные многоквартирные дома должны оснащаться розеточными магистралями, которые защищены дифавтоматами или УЗО. В соответствии с правилами и здравым смыслом каждая линия в распределительном щите должна оборудоваться надежной защитой, предупреждающей утечку тока. Подобные предохранители легко подсоединить, используя гребенки. Однако сам процесс подключения слегка отличается от монтажа автоматических выключателей.
При установке УЗО с автоматами (однофазными) шина соединительная для них должна иметь минимум два полюса. Подобное требование обусловлено необходимостью подведения ноля и фазы для питания дифавтомата. Использование в указанном случае однофазной гребенки недопустимо, поскольку отсутствует возможность синхронного замыкания у всех потребителей защиты, находящихся в одном ряду. При этом отходящие зубцы шины должны размещаться через один (шаг между деталями должен соответствовать ширине одного модуля).
Нюансы
Само подсоединение выполняется довольно просто. Рассмотрим пример с подключением пары УЗО. Фазу подводят к первой гребенке, фиксируют в одной клемме с защитным приспособлением. Ноль необходимо подвести к другой шине с последующим зажимом на второй клемме потребителя. По такой же схеме подключаются и все УЗО, монтирующиеся дополнительно.
Подобная конструкция весьма удобна и проста, взаимодействие защитных элементов между собой происходит быстро и надежно.
Производители
На рынке представлены гребенки от разных изготовителей. Ниже в таблице приведены самые популярные модели с маркировкой и краткими характеристиками.
Как согнуть профильную трубу без помощи специалистов
Не каждый умелец знает, как согнуть профиль таким образом, чтобы труба не сломалась и не потеряла форму сечения. Есть способы, позволяющие придавать этому материалу красивый вид, не прибегая к дорогостоящему оборудованию. Но перед тем, как применить какой-либо из них, надо понять, что собой представляет профильная труба.

- Труба профильная: что это такое
- В чем сложность сгибания профильных труб
- Простейшие приспособления для холодной гибки
- Оправка для профиля
- Усовершенствованная гибочная плита
- Сгибание в домашних условиях
- Особенности разных способов гибки профиля
Труба профильная: что это такое
Обычная труба является металлическим цилиндром с толщиной стенок и диаметром, определяемым стандартами. То же самое определение подойдет и к профильной, только сечение ее выполняется не круглым. У профиля оно бывает:
- прямоугольное;
- квадратное;
- шестиугольное;
- овальное.
Отличительная черта такого материала — повышенная прочность.
Это объясняется наличием на нем граней, выполняющих функцию ребер жесткости.
Профильный металл выдерживает значительные нагрузки при изгибе, что делает его использование в металлоконструкциях предпочтительнее труб с круглым сечением. Но это преимущество превращается в главный недостаток при попытке гнуть прочный профиль.
Чаще всего его изготовляют из двух видов стали: высоколегированной или низколегированной. Различные технологии производства позволяют изготавливать горяче- и холоднокатаные, бесшовные и электросварные образцы труб. Эти свойства учитываются при сгибании профилей.
Удобнее всего из профильной трубы изготавливать каркасы, арки. Пустотелый профиль заменяет литые металлические прутья, что удешевляет строительство или обустройство загородной дачи.
Кроме формы сечения и толщины стенок, следует учитывать пластичность материала, из которого сделана труба. От нее зависит радиус изгиба. Если работать с профилем, не учитывая эти особенности, порча материала станет неизбежной.
В чем сложность сгибания профильных труб
Умельцы используют 2 способа изгиба профильных труб: на холодную, оказывая давление с помощью специальных инструментов, а также дополнительно к давлению подогревая металл в месте изгиба. Сложности возникают из-за того, что в результате приложения усилия на место сгибания одновременно начинают действовать две противоположно направленные силы.
С наружной стороны металл начинает растягиваться, а с внутренней — сжиматься. Противодействующие друг другу силы деформируют трубу по всем направлениям. Наружная от изгиба сторона от растяжения может треснуть, а на внутренней появляются сладки как на гофре.
Кроме этого, противодействие растяжения и сжатия приводит к утрате соосности, и концы трубы выходят за пределы одной плоскости. По бокам чаще всего металл сминается.
Все перечисленные деформации являются результатом неверной оценки свойств материала и ошибочных методов воздействия на профиль. Сюрприз может преподнести материал профтрубы.
Если в него входят низколегированные или углеродистые сплавы, то мастер столкнется с эффектом пружины: после изгиба труба пытается принять первоначальную форму и угол на какое-то количество градусов увеличивается. После эффекта пружины приходится дорабатывать деталь по нужному шаблону. Чтобы не сталкиваться с этим негативом, нужно учитывать:
- высоту профиля трубы;
- толщину металла;
- пластический момент сопротивления.
Облегчает работу применение специальных трубогибов или гибочных плит. Если нет необходимости покупать инструменты для профессиональной работы, то можно воспользоваться простейшими приспособлениями.
Простейшие приспособления для холодной гибки

Для сооружения теплицы или арки под виноград на загородном участке много профиля не понадобится. Поэтому на самом деле нет смысла покупать дорогостоящие станки.
Своими руками изготавливают простейшие приспособления, позволяющие красиво обработать трубу. В их число входят оправка для профиля и усовершенствованная гибочная плита.
Оправка для профиля
Согнуть профиль, высота которого не превышает 25 мм, можно на массивном верстаке с оправкой.
Чаще всего такой способ применяют, когда нужен изгиб большого радиуса.
Важный фактор для удобства работы – наличие свободного места вокруг верстака. Оправку изготовляют из толстой фанеры, но в случае больших объемов работы лучше использовать уголок из металла.
В оправке и в верстаке сверлят совпадающие отверстия для прочного скрепления приспособлений друг с другом болтами или чем-нибудь другим. Обрабатываемую трубу тоже следует прочно закрепить у основания оправки.
Гибка выполняется плавно, без рывков. Если требуется сделать несколько изгибов с разными радиусами, то все оправки надо подготовить заранее.
Главный минус этого способа – применение физических усилий.
Усовершенствованная гибочная плита
На таком приспособлении удобно делать изгиб небольших размеров. Для изготовления устройства потребуется толстая металлическая плита.
Ее располагают на прочном основании. Поскольку монтаж и демонтаж плиты требует значительных усилий, то после гибки можно предусмотреть выполнение на ней других слесарных работ.
У основания плиты сверлят отверстия для болтов-упоров. Один из них держит трубу, на другой надевают насадки различных радиусов, по которым профилю придают требуемую форму.
Вместе с гибочной плитой обязательно требуется использование прижимной пластины, сделанной из толстого металла. Ею прижимают трубу к плите, размещая на болтах-упорах.
Сгибаемый профиль укладывают между прижимной пластиной и плитой и тянут за другой край. Если не хватает усилия, то добавляют плечо. Гнуть без прижимной пластины нельзя — нарушится соосность, и концы трубы разведутся в разные стороны.
Чтобы придать профилю округлые формы наличие станков и мастерских не обязательно. В домашних условиях можно обойтись и без них.
Сгибание в домашних условиях

На дому металл гнут и в холодном состоянии, и с подогревом. Правильно выбрать один из этих способов можно экспериментально. Как удобнее согнуть профильную трубу в домашних условиях, становится ясно уже при первой попытке.
Кусок профиля зажимают в тисках и пытаются гнуть. Если он «играет», то без подогрева не обойтись. В противном случае нужно учитывать высоту профиля:
- от 10 мм и меньше — холодный способ;
- от 10 мм до 40 мм — либо холодный, либо с подогревом;
- от 40 мм и выше — подогрев.
Чтобы не допустить порчи материала при использовании подогрева, полость трубы заполняется предварительно очищенным песком. Просеивать его надо на мелком сите, чтобы отфильтровать кусочки гравия.
Не стоит проходить мимо такой очистки — крупный камешек может стать причиной образования выпуклости во время сгибания на мягком от разогрева металле. Песчаная пыль тоже не подойдет, потому что имеет свойство спекаться при разогреве. Среднезернистый песок не даст разогретому профилю образовать складки.
Трубу надо заполнять песком полностью, края закрывать деревянными заглушками с пазами для выхода образующихся от нагревания газов. Границы участка разогрева отмечают мелом.
Нагревают профиль равномерно газовой горелкой или паяльной лампой до вишневого цвета. Сгибать надо в горизонтальном или вертикальном положении за один раз. После остывания сравнивают с шаблоном и высыпают песок.
Без подогрева в домашних условиях гнут как профильные трубы, так и круглые. Придать желаемое закругление профилю можно с помощью болгарки и сварки.
Сначала надо определить длину загиба по шаблону. Потом отметить этот участок на профиле и болгаркой сделать по нанесенным отметкам распилы трех стенок. Между ними равномерно сделать еще несколько распилов, согнуть профиль, распилы заварить сваркой и зашлифовать.
Недостатком такого метода являются неточности, а сам загиб будет состоять из прямоугольных участков, плавно образующих поверхность закругления.
Некоторые умельцы гнут трубы с помощью самодельных пружин. Последние наматываются из жесткой проволоки диаметром около 2 мм. Размер кольца подбирается так, чтобы пружина плотно, но свободно заходила внутрь трубы. Для облегчения процесса изгиб можно разогреть.
Важно не забыть перед введением пружины привязать к ее крайнему звену прочный канат или проволоку. После придания профилю необходимой формы с помощью привязки пружину вытаскивают.
Самый примитивный, тяжелый и неточный метод изгиба профтруб — длинный рычаг с приваренной к концу трубой. Его надевают на объект обработки и поступательными движениями загибают профиль до желаемой формы.
И еще один способ, не требующий дорогостоящих затрат. Он подойдет для изгиба по большому радиусу. На листе фанеры чертят шаблон, и по нему монтируют стальные крючья. Профильную трубу гнут, укладывая в эти крючья, предварительно закрепив один конец у первого крюка.
Известны другие способы выполнения этой работы, но все они подчиняются одним закономерностям и имеют одни особенности.
Особенности разных способов гибки профиля

Профильные трубы гнут одинаковыми способами и в домашних мастерских, и на производстве: на холодную и с подогревом. Научно обоснованные рекомендации разработаны сугубо для круглых труб.
На горячую гнут трубу с диаметром больше 100 мм. Профтрубы с другой формой сечения обрабатывают по-разному.
Удобнее всего использовать трубогиб, но не всегда его рентабельно покупать. Для выполнения малых объемов работ выгоднее брать трубогибы напрокат. Их применяют в случае высоты профиля от 10 до 40 мм и гнут материал без подогрева.
Если нет возможности воспользоваться специальным инструментом, надо выбрать другой способ. На холодную можно согнуть профиль высотой до 10 мм с помощью ручных приспособлений.
В этом случае важно уметь определить толщину стенки профиля и минимальный радиус закругления, чтобы не сломать заготовку. Первый параметр замеряют штанген-циркулем, а второй высчитывают по формуле.
Результат напрямую зависит от высоты профиля h. Высота может быть больше или меньше 20 мм. В первом случае радиус устанавливают не меньше 3.5 х h, во втором — не меньше 2.5 х h.
Если радиус заготовки небольшой, то для сгибания может оказаться достаточно неподвижной плиты, оборудованной штырями-упорами, тисков или роликов. Сгибание по большому радиусу выполняется на неподвижных оправках или гибочных пластинах.
Потребность в заполнителе определяется радиусом сгибания. Если он не больше 50 мм, а профиль не выше 20 мм, то можно гнуть на холодную без наполнителя.
При необходимости прогрева трубу наполняют песком без крупных примесей, греют в нужном месте и гнут за один прием.
Не рекомендуется никаким способом гнуть профиль с толщиной стенки меньше 2 мм.
Как таковых методов для сгибания профилированных труб умельцы изобрели много. Но всех их объединяет один недостаток — потребность в большой физической силе.
Если мастер не отличается хотя бы средним телосложением, то процесс загибания может стать для него невыполнимым. Поэтому, выбирая способ обработки профильных труб, лучше ориентироваться на применение специализированных инструментов.
Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
С необходимостью сгибания профильных труб в быту не приходится сталкиваться часто. Перед такой задачей чаще всего оказываются владельцы дачных участков или частных домов – люди, привыкшие все делать собственными руками.
В чем сложность сгибания профильных труб
Вне зависимости от формы профиля трубы, суть процесса гибки состоит в придании изделию частичного, либо полного изгиба. Достичь этого можно только прикладыванием определенного внешнего воздействия – исключительно давления или совокупности нагрева и давления.

С точки зрения физики, в процессе изгиба на профильную трубу воздействуют одновременно две разнонаправленные силы:
- Сила растяжения. Проявляется с внешней стороны изгиба.
- Сила сжатия. Направлена на внутреннюю часть изгибаемого участка.
Противоположная направленность этих сил как раз и отвечает за некоторые сложности, часто возникающие в процессе сгибания труб:
- Различные участки трубы в зоне изгиба могут неодинаково изменять форму, что неизбежно будет приводить к нарушению их соосности.
- Стенка трубы с внешней стороны изгиба при сильном растяжении может утратить прочность или даже лопнуть.
- На внутренней стороне изгиба, напротив, в процессе сжатия часто образуются складки.

Чтобы избежать этих неприятностей, и не получить вместо ровно изогнутой трубы смятую металлическую поверхность, стоит непременно учитывать тип материала и многочисленные геометрические параметры изделия: толщину стенок, диаметр сечения, радиус изгиба. Знание этих характеристик позволит подобрать оптимальный способ сгиба.
Обратите внимание! Специалисты утверждают, что профильные трубы с толщиной стенок менее 2 мм лучше не гнуть. Прочность в местах сгиба будет достаточно низкой, даже при идеальном соблюдении технологии. Для таких труб лучше предпочесть сварные соединения.
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.

Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
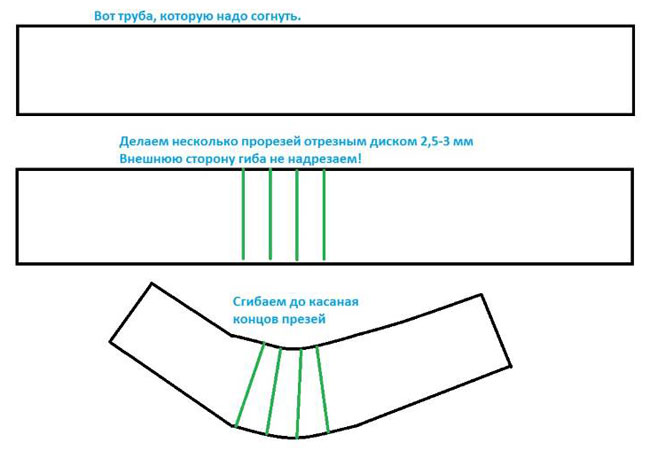
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Обратите внимание! Чтобы не возникло проблем с удалением пружины из полости профильной трубы после процедуры сгибания, к ближайшему ее концу следует надежно прикрепить кусок проволоки.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.

Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Это важно! Метод подходит для труб из цветных металлов, не подверженных коррозии.
Необходимые приспособления
Чтобы выполнить работы по сгибанию профильной трубы без использования специального трубогиба, понадобится одно из этих простейших приспособлений:
- Элементарный рычаг с шаблоном.
- Горизонтальная плита с несколькими отверстиями, в которых устроены металлические упоры соответствующего диаметра. Устройство хорошо подойдет для труб из мягких металлов, либо изделий с малой высотой профиля (не более 10 мм). Филигранной точности здесь добиться не получится. Кроме того, может потребоваться приложение значительных физических усилий.
- Роликовые приспособления. Один конец надежно закрепляется в тисках, а к месту сгиба прикладывается ролик, который при соответствующем физическом воздействии обеспечит ровный сгиб необходимого радиуса.
- Специальная оправка. Приспособление представляет своего рода шаблон из толстой фанеры или дерева. Прикладывая усилия, трубу можно наложить на оправку, сообщив ей ее радиус изгиба. Устройство будет полезным при необходимости часто производить работы по сгибанию профильных труб.
Гибка профильной трубы без использования трубогиба дома
Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из поликарбоната или цветочная пергола.
Создать дома своими руками гнутый металлический элемент, да еще без специального оборудования, для многих домашних мастеровых представляется неразрешимой задачей.

Чтобы узнать все секреты изготовления гнутых конструкций из металлических труб квадратного или прямоугольного сечения в домашних условиях, рекомендуем внимательно прочитать нашу обзорную статью.
- Труба профильная – что это такое
- Основные характеристики
- В чем заключается сложность гибки профильного проката
- Сгибание профильных изделий посредством трубогиба
- Изготовление гибочного станка своими руками
- Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
- Формирование изгиба посредством обычной болгарки и с помощью сварки
- С применением средств внутреннего противодействия (песка, воды)
- Усовершенствованная гибочная плита
- Изгиб профильных изделий с применением пружины
- Горячая формовка
- Рычагом с насадкой
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций. Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
 По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Основные характеристики
 Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.
В чем заключается сложность гибки профильного проката 

Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.

Сгибание профильных изделий посредством трубогиба
Чтобы придать нужный радиус изгиба профильной трубы, применяют специальный слесарное устройство под названием «трубогиб». Опорой станка служит устойчивая станина из металлопроката с закрепленным сверху подвижным металлическим колесом. Во время перемещения вдоль грани жестко закрепленного отрезка, подвижным колесом происходит загиб трубы в нужном направлении.

Трубогибы классифицируются по способу привода:
- С ручным приводом. Этот способ применяется для изгиба трубы небольшого поперечного сечения.
- Электрический. Станки с электрическим приводом оправданы в тех случаях, когда требуется сгибать большое количество профильного проката с большими габаритами. Изгибаемые элементы получаются с ровными и гладкими краями.
Для того как согнуть профильную трубу в единичном количестве, а также для выполнения одноразовых работ покупать собственный трубогибочный станок нецелесообразно и нерентабельно.
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу самостоятельно собрать свой трубогиб. Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
 Последовательность сборки самодельного гибочного станка:
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом сварки или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.
Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Как самому согнуть профильную трубу в домашних условиях без применения трубогиба
Вопрос «как согнуть профильную трубу в домашних условиях без трубогиба» интересует многих домашних мастеровых. Существует несколько альтернативных решений придавать требуемый изгиб профильной трубе:
Формирование изгиба посредством обычной болгарки и с помощью сварки
 Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
Смысл метода заключается в создании небольших поперечных надпилов дисковой пилой – болгаркой на изгибаемом. Для создания конструкций с маленьким радиусом изгиба необходимо выполнить значительно количество таких насечек. На следующем этапе заготовка в местах распилов аккуратно сгибается. Места распилов соединяются электродуговой сваркой, а сварочные швы шлифуются.
С применением средств внутреннего противодействия (песка, воды)
 Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Народная смекалка советует для изгиба квадратной трубы использовать доступные материалы, такие как песок или вода. Эффективность и простота этого способа дают поразительные результаты гнутья полых металлических изделий без применения специального оборудования.
Необходимо подготовить следующие материалы и инструмент:
- Песок строительный.
- Деревянные клинья равные размеру поперечного сечения трубы.
- Паяльная лампа.
Технологическая последовательность выполнения работ:
- Вначале один конец трубы закрывается деревянным клином.
- Полость заполняется сухим песком.
- Деревянный клин вбивается в полость трубы.
- Один конец прочно фиксируется и начинается медленный прогрев изгибаемого участка паяльной лампой.
 После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается. В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
После нагревания полости трубы с песчаной подушкой производится сгибание заготовки. После создания нужного изгиба деревянные пробки удаляются, песочная прослойка высыпается. В результате такой несложной технологической процедуры получается прочный изгиб с ровными краями.
В зимнее время отличным помощником в сгибании будет обыкновенная замороженная вода. Закрытая деревянной пробкой полость заполняется водой. Под действием отрицательной температуры внутри образуется лед и труба легко сгибается, образуя красивый, и главное, прочный изгиб.
Усовершенствованная гибочная плита
В домашних условиях трубогибочной станок большим успехов может заменить горизонтальной металлической или бетонной плитой. Кроме плиты необходимо подготовить сверло по бетону или металлу, а также металлические анкеры.
 Последовательность выполнения работ:
Последовательность выполнения работ:
- Поверхность плиты размечается ячейками 40 х 40 мм или 50 х50 мм.
- В точках пересечения ячеек просверливаются отверстия для установки анкеров или штырей.
- Установленные металлические стержни заполняются бетонной смесь. Такая фиксация не допускает выпадения анкеров под нагрузкой от веса трубы.
- Заготовка вставляется между анкерами и под действием внешнего усилия изгибается под нужным радиусом.
- Чтобы обеспечить равномерный изгиб и не допустить сильной деформации, трубу немного прогревают.
Изгиб профильных изделий с применением пружины
 Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Этот способ идеально подходит для алюминиевых труб профильного сечения, а также металлов с большим коэффициентом пластичности. Вначале необходимо изготовить пружину из стальной проволоки диаметром 2 мм. Форма изгиба проволоки совпадает с формой профильной заготовки. Пружину вставляют в полость и сгибают ее до заданного радиуса. Чтобы увеличить скорость сгибания, заготовку слегка подогревают.
Пружину предварительно закрепляют к ближайшему концу куском проволоки.
Горячая формовка
Согнуть прямоугольную или квадратную трубу можно методом горячего формования. Для этого нужен песок и надежные заглушки.
 На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка — заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
На первоначальном этапе заготовку профильного изделия закрывают герметичной пробкой или прочной заглушкой. Внутренняя полость заполняется сухим и просеянным песком. Окончание заготовки закрывают прочной заглушкой длиною равной двум диаметрам. Такой размер длины необходим, чтобы во время горячего формования пробка — заглушка смогла выдержать вес песка. Участок трубы с нанесенным маркером или мелом места изгиба начинают нагревать. Чтобы при нагреве пузырьки газа не мешали процессу деформации, в заготовке заранее просверливают небольшие отверстия.
Рычагом с насадкой
В отличие от горячей формовки, где обязательным условием изгиба является нагрев металла, использование рычага с металла можно назвать холодным способом изгиба профильного трубного проката. Для этого способа необходимо подготовить лекало нужной конфигурации. Материалом может служить ДСП, фанера, лист гипсокартона или доска.
 В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
В качестве основного инструмента «холодной формовки» применяется рычаг. Его выполняют из металла или из дерева крепких пород. Внизу рычага предусмотрена насадка с отверстиями, в которые продевается лежащая на полу металлическая заготовка. Во время давления рукоятки «на себя» происходит искривление профиля до нужного радиуса.
Метод изгибы рычагом с насадкой не дает точного закругления конструкции и нужной аккуратности. Зато может применяться в любых условиях.
Как можно сгибать профильную трубу в домашних условиях
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.

Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.

Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
 Процесс гибки профильной трубы с помощью оправки
Процесс гибки профильной трубы с помощью оправки
Большую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.

Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.

Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.

Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
 Пружина для гибки профильной трубы
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.

Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
 Как сделать трубогиб для гибки профильных труб
Как сделать трубогиб для гибки профильных труб
Изделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.





