Токарные резцы по металлу: разновидности и назначение
 Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
Эксперты, часто использующие токарные резцы, и люди, которые снабжают этими деталями предприятия, отлично знают о существующих разновидностях и особенностях этих приспособлений. Тем мастерам, которые никогда ранее не сталкивались с этим инструментом, бывает трудно с ним разобраться.
- Технические особенности
- Классификация токарных резцов
- Прямой и отогнутый проходной инструмент
- Упорный, подрезной и отрезной
- Сборные конструкции
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.
- Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
 Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.
 Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
- Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
- Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
 Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.
- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:

- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.
Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Сборные конструкции
 Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
Говоря о типах приспособлений для обработки металла, следует отметить резцы, имеющие сборную конструкцию. Этот инструмент считается универсальным, потому что в него можно поставить практически любые пластинки. К примеру, зафиксировав в одном держателе разные типы режущих пластинок, можно сделать приспособление для работы с металлическими заготовками под разными углами и с разным уровнем производительности.
В большинстве случаев эти виды резцов используются на станках, оснащенных ЧПУ, или для расточки сквозных и глухих отверстий, контурного высокоточного точения и иных работ.
Назначение, виды и классификация токарных резцов
Резец — основной инструмент при выполнении токарных работ. За счет срезания лишнего металла деталь обретает заданную форму.
Они перемещаются в продольном и поперечном направлениях, изготовлены из разного материала, отличаются типом установки и назначением.

Общая конструкция обрабатывающего инструменты по металлу
Любой резец состоит из двух элементов:
- Державка — выполнена в форме квадрата или прямоугольника. Служит для фиксации инструмента в резцедержателе.
- Рабочая головка — задействована в процессе обработки. Она состоит из нескольких режущих кромок, которые обеспечивают обработку металлов резанием.

Классификация
Токарные резцы классифицируются по многим признакам. Этот способ изготовления, направление, материал, назначение, тип установки.
По способу изготовления
Есть три разновидности инструмента. Они изготавливаются по ГОСТу. В каждом производстве применяется тот или иной тип.
Цельные
Резец полностью изготовлен из легированной, реже инструментальной стали. Используются редко ввиду дороговизны материала. Поэтому чаще к обычному резцу припаивают соответствующую пластинку.

С напаянными пластинами из твердосплавного материала
На рабочую головку напаяна твердосплавная пластина, за счет которой происходит резка металла. Состав сплава отличается в зависимости от назначения резца.

Сборные
Считаются универсальными, на них можно устанавливать пластину из любого сплава и разного профиля (в зависимости от вида работы). Их можно использовать в качестве проходного, подрезного, упорного резца. Съемная пластина имеет форму треугольника, квадрата или многогранника. Не подлежит заточке. Когда все углы пластины износились либо сломались, ее выбрасывают.

По направлению
Инструмент подается в двух направлениях. От этого зависит, куда смотрит режущая кромка. Определить направление можно визуально.
Левые
При подаче движение выполняется слева направо. Режущая кромка расположена с правой стороны. Применяются редко.
Правые
Подача осуществляется справа налево. Главная режущая кромка находится с левой стороны.

По типу работ
На токарных станках выполняются три вида работ. Черновая обработка подразумевает быстрое снятие стружки с остатком припусков для последующих операций. Получистовая обеспечивает поверхность среднего качества, для некоторых деталей этого достаточно. Чистовая обработка заключается в доводке детали до нужного класса чистоты.
Для черновых
При черновом обтачивании снимается крупная стружка. Работа осуществляется обычно на больших режимах. Резец для черновой обработки устойчив к высокой температуре и ударам. Режущая кромка должна тверже, чем обрабатываемая поверхность. Для черновой работы предусмотрены инструменты из твердосплавных материалов.
Для чистовых
Применяются для финишной обработки готовой детали. Работают на больших оборотах и маленькой подаче. Толщина снимаемой стружки не превышает 1-2 мм. За счет этого обеспечивается чистота обрабатываемой поверхности.
Для получистовых
Универсальные резцы из твердосплавных материалов или быстрорежущей стали используются для получения средней чистоты поверхности. Они часто имеют дополнительную режущую кромку для уменьшения шероховатости поверхности. А на передней поверхности вышлифовывается канавка шириной 8-10 мм для обламывания стружки.
По типу назначения
Все резцы делятся по назначению. Каждый предназначен для выполнения той или иной операции.
Проходные
Встречаются проходной прямой и отогнутый резец. Резец токарный проходной прямой используется для обработки наружной поверхности. Конструкция инструмента позволяет аккуратно снимать фаску после окончания прохода.

Проходной отогнутый — отличается повернутой вправо или влево рабочей частью. Используется для подрезки торца. Отогнутым резцом удобно снимать наружные и внутренние фаски.
Отрезные
Главным отличием является тонкая удлиненная рабочая головка с напаянной пластиной. Используется для отрезки деталей, иногда для прорезания наружной канавки.

Расточные
Предназначены для внутренней обработки внутренней поверхности детали после сверления. Бывают для расточки глухих и сквозных отверстий.
Расточной резец для глухих отверстий имеет треугольную форму. Длина державки у разных инструментов отличается. Она определяет максимальную глубину расточки.

У инструмента для сквозных отверстий рабочая часть немного отвернута, напоминает проходной отогнутый резец. Он легко заходит внутрь заготовки, и также покидает ее на выходе. Главное, чтобы хватило длины державки.
Упорные
Самый распространенный тип для наружной обработки заготовки. По назначению схож с проходным, но им неудобно снимать фаски. Конструкция рабочей головки позволяет снимать большую толщину металла за один проход.

Резьбовые
Нарезка резьбы на токарном станке осуществляется либо плашкой либо резцом. По умолчанию они профиль режущей кромки заточен под метрическую резьбу. Для нарезки других видов резьбы необходима самостоятельная заточка с использованием шаблонов. По назначению делятся для нарезания внешней и внутренней резьбы. Наружный резец применяется для нарезки любого размера резьбы.

Внутренний может использоваться только для отверстий большого диаметра. С виду он напоминает расточной, только пластинка имеет форму копья.
Галтельные
Используются для проточки круглых канавок и переходных поверхностей многоступенчатых деталей. Имеют закругленную режущую кромку, что помогает добиться заданного радиуса.

Фасонные
Предназначены для точения сложных нестандартных поверхностей. имеют круглую или призматическую форму. Профиль режущей кромки полностью совпадает с профилем обрабатываемой поверхности. Чаще изготавливаются индивидуально под конкретную деталь. Фасонный резец обеспечивает готовую деталь за одну установку.

Подрезные
Внешне напоминает упорный резец. Но пластина имеет треугольную форму. Используются, когда необходима обработка путем поперечной подачи.

Прорезные (канавочные)
Второе название — канавочные, используются для прорезания наружных и внутренних канавок. Размер режущей кромки подбирается по ширине канавки. Головка инструмента расположена выше режущей кромки, что обеспечивает устойчивость к нагрузкам.

По способу установки
Резцы устанавливаются двумя способами. Располагаются относительно заготовки перпендикулярно и касательно.
Радиальные
Устанавливаются перпендикулярно заготовке. Используются на станках с ручным управлением и ЧПУ.
Тангенциальные
Устанавливаются касательно оси детали. Это обеспечивает инструменту большее сопротивление и позволяет за один проход снимать крупную стружку. Применяются на автоматах и полуавтоматах.
По материалу
Резцы изготавливаются из разных материалов. От этого зависит их износостойкость, теплоустойчивость и способность выдерживать ударные нагрузки.
Легированная сталь
Материал содержит ванадий, кремний, хром, марганец. Отличается высокой износостойкостью. Предназначен для обработки металла на небольших скоростях. Легированная сталь применяется для изготовления цельных резцов.
Инструментальная сталь
Это высококачественная и дешевая сталь с низкой долей вредных примесей. После закалки материал приобретает высокую твердость. Резцы предназначены для обработки стали, чугуна, цветных металлов.
Инструмент легко затачивается, обеспечивает надлежащее качество обрабатываемой поверхности. Но резцы из инструментальной стали не подходят для работы на высоких скоростях. Уже при 200º С режущая кромка перегревается и утрачивает свойства.
Твердые сплавы
Резцы из твердосплавных материалов обладают более высокой износостойкостью, чем инструментальная и легированная сталь. Используются для черновой и чистовой обработки всех видов поверхностей.
Однокарбидные
Основные составляющие — карбид вольфрама и кобальт. Используются для точения хрупких материалов.
Двухкарбидные
Состоят из карбидов вольфрама и титана, в качестве связывающего вещества идет кобальт. Обладают устойчивостью к нагреванию, окислению, ударным нагрузкам. Материал хорошо сохраняет свойства при высоких скоростях резания.
Трехкарбидные
Содержат карбиды вольфрама, титана и тантала. Отличаются высокой твердостью и стойкостью. Применяются при тяжелых режимах резания.
Металлокерамика
Износостойкий материал, сохраняющий свойства при нагревании до 800-900º С. В зависимости от сплава, резцы делятся на три группы.
Вольфрамовые — основу составляют карбид вольфрама (буква В) и кобальт (буква К). Предназначены для чугуна и цветных металлов. Резцы имеют маркировку ВК2, ВК3М, ВК4, ВК8, ВК8В. Цифра означает содержание кобальта. К примеру, в сплаве ВК8 содержится 8% кобальта, остальные 92% — карбид вольфрама.
Титановольфрамовые — универсальные резцы для чистовой и черновой обработки всех видов стали. Самые ходовые маркировки Т5К10 и Т15К6, а также Т30К4. Буква Т означает количество карбида титана, буква К указывает на содержание кобальта. К примеру, в сплаве Т15К6 содержится 15% карбида титана, 6% кобальта, остальные 79% — карбид вольфрама.
Титано-тантало-вольфрамовые — применяются для труднообрабатываемых сталей. Ходовыми сплавами являются ТТ7К12 и ТТ10К8Б. Первая цифра указывает на содержание карбидов титана и тантала (7 и 10%), вторая указывает на наличие кобальта (12 и 8%). Остальное — карбид вольфрама.
Алмаз
Для производства инструмента применяются природные и синтетические алмазы. Предназначены для тонкого точения цветных металлов, а также твердых неметаллических материалов.
Обеспечивают высокую точность и качество обработки. Из-за высокой хрупкости не применяются для обработки черного металла. Резцы бывают как с напаянным алмазом, так и с механическим креплением алмазной пластинки.
Как подобрать нужный
Выбор инструмента зависит от многих факторов. Какие моменты нужно учитывать при выборе:
- Обрабатываемый материал (сталь, чугун, цветной металл).
- Тип операции (наружная или внутренняя обработка, резьба, проточка канавок и др.).
- Требуемая чистота и шероховатость поверхности.
- Режимы резания.
- Тип обработки (черновая, получистовая, чистовая).
Какие действующие стандарты бывают и расшифровка их маркировки
Основным стандартом, по которым изготавливают токарные резцы, является ГОСТ:
- Отрезные и канавочные — ГОСТ 18874-73.
- Расточные — ГОСТ 18872-73.
- Проходные — ГОСТ 18871-73.
- Фасонные — ГОСТ 18875-73.
- Резьбовые — ГОСТ 188885-73.
Маркировка по материалу рабочей части:
- Вольфрамовые — ВК8, ВК2.
- Титановольфрамовые — Т5К10, Т15К6, Т30К4.
- Титано-тантало-вольфрамовые — ТТ7К12, ТТ8К6.
- Высокоуглеродистая сталь — У10А, У12А.
- Быстрорежущая сталь нормальной эффективности — Р9, Р12, Р18.
- Быстрорежущая сталь повышенной эффективности — Р18Ф2, Р18Ф4, Р6М3.
Заточка
Первичная заточка выполняется на заводе при изготовлении. Новый резец имеет готовый профиль режущих кромок с соблюдением углов. Но во время работы инструмент изнашивается, и необходимо его затачивать.

Когда требуется заточить режущий инструмент
Износ резца сказывается на скорости, качестве и точности обработки. При ручной подаче отрезного или канавочного резца появляется ощущение, что инструмент идет туго.

При автоматической обработке признаками износа являются:
- Изменение цвета стружки.
- Ухудшение качества поверхности.
- Искры во время точения.
- Свист, вибрация.
- Появление сколов и зазубрин на режущей кромке.
Общие правила выполнения
Заточка выполняется на заточном станке. Для твердосплавных материалов предусмотрен круг из электрокорунда. Инструмент из быстрорежущий стали затачивают на круге из зеленого карбида.
Резец кладут на подручник и прижимают к вращающемуся кругу. Для получения ровной поверхности его необходимо перемещать вдоль круга. Режущая кромка должна располагаться по центру круга, в крайнем случае на 10 мм выше. Когда все поверхности готовы, на пересечении главной и вспомогательной режущей кромки делается небольшое скругление.
Чтобы исключить перегрев режущей кромки, необходимо периодически ее охлаждать. Для этой цели возле заточного станка должна быть емкость с водой. Если пренебречь охлаждением, на поверхности кромки образуются микротрещины. Их не видно невооруженным глазом, но стойкость инструмента и качества обработки снижается.
Для повышения стойкости резца и спрямления кромок выполняют доводку. В зависимости от материала инструмента для этого предусмотрены алмазный (для твердосплавных) и эльборовый (для быстрорежущих) доводочные круги. Для контроля углов резца используют специальные шаблоны.
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.

После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Правила эксплуатации
Токарные резцы способны долгое время выполнять основную функцию, пока не сточится рабочая поверхность. Но неправильное использование сокращает срок службы инструмента. Чтобы не допустить предварительного износа, нужно соблюдать простые правила эксплуатации:
- Устанавливать по центру.
- Чем больше габариты заготовки, тем крупнее должен быть резец.
- Включать охлаждение при работе на тяжелых режимах.
- Своевременно затачивать.
- Периодически проводить доводку рабочих поверхностей мелкозернистым камушком, не вынимая инструмент из резцедержателя.
- К заготовке подводить инструмент вручную, после касания включать автоматическую подачу.
- При остановке станка сначала вручную отвести инструмент, после выключить агрегат.
- Правильно подбирать режимы резания.
- Не хранить инструмент в куче — это приводит к сколам и трещинам на режущей кромке.
- При работе с отрезным резцом подводить его как можно ближе к патрону.
На токарном станке выполняется много видов работ. Для каждого процесса предусмотрен отдельный резец. Он подбирается исходя из обрабатываемого материала, режимов резания, параметров чистоты и шероховатости. Инструмент нужно своевременно его затачивать, соблюдать правила эксплуатации и хранения.
Токарные резцы по металлу — разновидности и назначение

Всем привет! Сегодня наша тема называется виды резцов и назначение токарных резцов по металлу. Это необходимо знать, для разработки технологического процесса токарной обработки практически любой детали. Если вы хорошо освоите эту тему то выбрать необходимый инструмент для вас будет плевым делом ?
Конструкция токарного инструмента
Инструмент, который вставляется в станок, состоит из двух частей: держателя и головки. Держатель в сечении может иметь вид квадрата или прямоугольника. Головка, как основной элемент, представляется собой систему плоскостей и режущих кромок.
Образующийся угол заточки формируется в зависимости от материала обрабатываемой заготовки и типа выполняемой работы.

Виды токарных резцов и их назначение зависят от конструктивных особенностей:
- Прямые. Державка и головка располагаются в одной оси.
- Изогнутые. Когда державка имеет изогнутый вид.
- Отогнутые. Головка имеет отклонение от оси.
- оттянутые. Головка по ширине меньше державки.
Согласно требованиям ГОСТ инструмент разделяется на категории. В положениях этого документа указывается:
- Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
- На головку наплавляется твердосплавная пластина. Такая разновидность получила широкое распространение.
- Пластина из твердого сплава делается съемной. Крепление ведется с помощью прижимов и винтов. Применяется такая конструкция реже.
 Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.
Инструмент представляет собой цельную конструкцию, изготовленную из легированной стали. Реже применяется инструментальная сталь.Существуют токарные резцы, виды и назначение которых зависят от направления подающего движения. Такой токарный инструмент разделяется:
- Инструмент левого типа. Их подача происходит слева направо.
- Правый тип. Здесь подача идет, наоборот, справа налево.
В зависимости от выполняемых работ резцы могут выполнять чистовую, черновую, получистовую и тонкую работу.
Классификация инструмента
Классификация токарных резцов по металлу производится по нескольким признакам. Среди них выделяются назначение обработки, тип резцовой части, форма. Классификация выглядит следующим образом:
По способу изготовления:
- цельные,
- с напаянными пластинами из твердого сплава;
- сборные.
По направлению движения:
- правые;
- левые.
По форме державки:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
По типу назначения:
- проходные;
- отрезные;
- расточные;
- упорные;
- резьбовые;
- галтельные;
- фасонные;
- подрезные;
- прорезные.
 проходные;
проходные;По типу выполняемых работ:
- черновое точение (обдирка);
- получистовое точение;
- чистовая обработка;
- тонкое точение.
По способу установки:
- радиальные;
- тангенциальные.
По материалу режущей части:
- легированная сталь;
- инструментальная сталь;
- твердые сплавы:
- однокарбидные (вольфрамовые);
- двухкарбидные (титановольфрамовые);
- трехкарбидные (титанотанталовольфрамовые);
- металлокерамика;
- алмаз.
Проходные резцы
Применяются в основном для обработки (точения) наружных цилиндрических поверхностей тел вращения. Бываю они трех видов:
Проходной отогнутый резец

Проходной прямой резец

Резец проходной упорный

Разновидности
Классификация токарных резцов регламентирована правилами определенного стандарта. Соответственно с его требованиями, данные приспособления делятся на такие группы:
- Цельные. Сделаны целиком из легированной стали. Бывают приспособления, которые делаются из инструментальной стали, однако они нечасто применяются.
- Приспособления, на рабочий элемент которых напаяны твердосплавные пластины для токарных резцов. Наиболее распространены в настоящее время.
- Токарные резцы со сменными пластинами из твердых сплавов. Пластинки крепятся на головке особыми винтами, прижимными приспособлениями. Применяются они не так часто, как модели иных видов.
Кроме того, приспособления отличаются по направлению подачи. Они могут быть:
- Левыми. Подача идет вправо. Если положить наверх инструмента левую руку, режущая кромка окажется около большого пальца, который отогнут.
- Правыми. Применяются чаще всего, подача идет влево.

Виды и назначение токарных резцов образуют следующую классификацию:
- проведение чистового обрабатывания изделия;
- черновая обработка (обдирка);
- получистовая обработка;
- исполнение операций, которые требуют высокой точности.
Из какой бы категории ни был металлорежущий инструмент, его пластины делаются из твердосплавных материалов: ВК8, Т5К10, Т15К6. Изредка используется Т30К4. Сейчас существует множество видов токарных резцов.
Прямые проходные
Резцы токарные проходные обладают тем же назначением, что и у отогнутого варианта, но срезать фаски лучше иным приспособлением. Обычно ими осуществляют обрабатывание наружных поверхностей деталей из стали.

Размеры, точнее, их державки, могут быть такими:
- 25×16 мм – прямоугольник;
- 25×25 – квадрат (данные модели применяются для проведения особых операций).
Отогнутые проходные
Эти виды токарных резцов, рабочая головка которых может являться отогнутой влево/вправо, применяют для обрабатывания торцов деталей. Кроме того, посредством их возможно срезать фаски.
Державки обладают типоразмерами:
- 16×10 – учебные устройства;
- 20×12 – нестандартный типоразмер;
- 25×16 – самый часто используемый размер;
- 32×20;
- 40×25 – с державкой этого типоразмера производятся обыкновенно под заказ, их почти нереально купить в магазине.

Все требования к токарным механическим резцам прописаны в государственном стандарте 18877-73.
Упорные проходные
Данные типы токарных резцов могут располагать прямой либо отогнутой головкой, однако эта особенность конструкции не учитывается в маркировке. Их называют просто упорными проходными.
Это приспособление, с помощью которого на станке проводится обрабатывание поверхности цилиндрических металлических деталей, является самым популярным видом режущего оснащения. Конструкция дает возможность за 1 проход убирать с заготовки большое количество металлических излишков. Обрабатывание осуществляется вдоль оси вращения детали.

Державки упорных токарных проходных резцов располагают типоразмерами:
- 16×10;
- 20×12;
- 25×16;
- 32×20;
- 40×25
Отогнутые подрезные
По виду похож на проходной, однако имеет иную форму режущей пластинки (треугольник). Посредством подобных инструментов выполняют обработку деталей по направлению, которое является перпендикулярным оси вращения. Кроме отогнутых, существуют упорные подрезные приспособления, но они применяются редко.

Типоразмеры державок таковы:
- 16×10;
- 25×16;
- 32×20
Отрезные
Резец токарный отрезной весьма распространен в настоящее время. Соответственно с собственным наименованием, он применяется для того, чтобы отрезать детали под углом в 90 градусов. Также посредством его делают канавки разной глубины. Понять, что перед вами отрезной инструмент, довольно легко. Он имеет тонкую ножку с напаянной на нее твердосплавной пластинкой.

В зависимости от конструкции, выделяют лево- и правосторонние отрезные приспособления. Различать их несложно. Нужно перевернуть инструмент режущей пластинкой вниз и взглянуть, с какой стороны находится ножка.
Типоразмеры державки следующие:
- 16×10 – учебное оборудование;
- 20×12;
- 20×16 – наиболее распространен;
- 40×25
Резьбонарезные для внешней резьбы
Предназначение этих приспособлений – нарезать резьбу на внешней стороне детали. Обычно делают метрическую резьбу, однако если поменять заточку, возможно создать резьбу иного типа.
Режущая пластинка, которая устанавливается на данном инструменте, обладает формой копья. Материалы токарных резцов – твердые сплавы.

Резьбонарезные для внутренней резьбы
Данным инструментом возможно сделать резьбу лишь в крупном отверстии. Связано это с особенностями конструкции. По виду он похож на расточное приспособление для обрабатывания глухих отверстий. Однако путать эти инструменты нельзя. Они значительно различаются.
- 16x16x150;
- 20x20x200;
- 25x25x300
Державка обладает сечением в форме квадрата. Типоразмеры возможно установить по первым двум числам в маркировке. 3 число – величина державки. От нее зависима глубина, на которую возможно выполнить нарезку резьбы во внутреннем отверстии.

Эти инструменты возможно применять лишь на устройствах, оборудованных гитарой (специальное приспособление).
Расточные для глухих отверстий
Пластинка обладает формой треугольника. Предназначение – обрабатывание глухих отверстий. Рабочая головка отогнута.
- 16x16x170;
- 20x20x200;
- 25x25x300

Наибольший радиус отверстия, которое возможно обработать посредством расточного резца, зависим от величины державки.
Расточные для сквозных отверстий
Инструменты предназначаются для обрабатывания сквозных отверстий, которые созданы при просверливании. Глубина отверстия, которое возможно создать на устройстве, зависит от величины державки. Слой материала, снимаемый во время проведения операции, примерно равняется отгибу головки.

Сегодня в магазинах есть расточные инструменты таких размеров:
- 16x16x170;
- 20x20x200;
- 25x25x300
Сборные
Когда речь идет об основных видах токарных инструментов, нужно обязательно упомянуть о сборных. Они считаются универсальными, потому как могут быть оборудованы режущими пластинками разного предназначения. К примеру, фиксируя на одной державке режущие пластинки разного вида, возможно получить инструменты для обрабатывания на устройстве металлических деталей под разнообразными углами.

Обычно сборные резцы используются на устройствах с числовым программным управлением либо на особом оборудовании. Они предназначаются для точения контуров, растачивания глухих и сквозных отверстий, иных токарных работ.
Выбирая инструмент, с помощью которого будет осуществляться обработка металлических деталей на специальном устройстве, нужно особое внимание обращать на элементы токарного резца. Державка и рабочая головка – важнейшие части режущего приспособления. От них зависит, насколько качественно будет выполнено обрабатывание стальной заготовки, отверстия какого размера получится сделать. Если неправильно выбрать рабочий инструмент, можно столкнуться с различными сложностями при обработке металлической детали. Рекомендуется изучить классификацию, понять, для чего предназначается то или иное изделие. На основе полученных знаний вы сможете сделать правильный выбор металлорежущего приспособления.
Сборные резцы для токарных станков
Рассматривая основные типы токарных резцов, нельзя не упомянуть инструменты со сборной конструкцией, которые относятся к универсальным, так как могут быть оснащены режущими пластинами различного назначения. Например, закрепляя на одной державке режущие пластины различного типа, можно получить резцы для обработки на токарном станке заготовок из металла под различными углами.

Как правило, такие резцы применяются на станках с ЧПУ или же на специальных станках и служат для контурного точения, расточки глухих и сквозных отверстий и прочих специализированных работ.
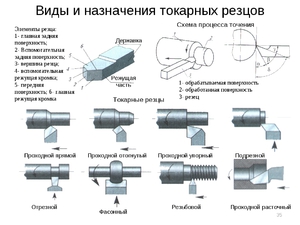
Классификация резцов для токарной обработки включает в себя также прорезные, фасонные и некоторые другие типы. Понять принцип работы таких инструментов можно, ознакомившись с таблицей в начале статьи.
Заточка резцов
Для обеспечения качественного результата обработки лезвийным инструментом требуется регулярно его затачивать. На машиностроительных предприятиях для этого применяются специализированные станки и приспособления.
Заточные станки оборудуются двумя абразивными кругами. На круге из корунда, обычно белого цвета, производится обтачивание стальной части рабочей головки. На втором круге из карбокорунда, он зеленого цвета, заправляют твердосплавную пластину.
Последовательность заточки резцов выглядит следующим образом:
- обработка основного заднего угла;
- обработка вспомогательного заднего угла;
- обработка переднего угла;
- придание радиуса закругления.
Точить резцы можно с использованием охлаждающей жидкости или с ее постоянной подачей, как при шлифовании. Сменные пластины перезаточке не подлежат.
Токарный отрезной резец
Отрезные резцы могут использоваться как для отрезания заготовки так и для образования канавок в теле детали. Они так же бываю различных видов и конструкций. Достаточно простой вид резцов, однако при его использование очень важно сделать правильный угол заточки, иначе он работать не будет. Я вам покажу классическое его исполнение:
Отрезной токарный резец

Ну вот пожалуй на сегодня все! Я вам рассказал про виды резцов и назначение токарных резцов по металлу в их классическом исполнении. Думаю, что все понятно, а если нет то пишите пообщаемся. Жамкайте на кнопочки социальных сетей и дайте возможность почитать сей пост другим своим коллегам и друзьям. СПАСИБО.
Какой вид токарного резца лучше выбрать?
Чтобы обрабатывать детали на токарном станке, необходимо правильно выбирать оснастку. Существуют разные виды токарных резцов, которыми мастер снимает слой материала с вращающейся заготовки. Зависимо от вида используемого инструмента выполняются разные операции относительно обрабатываемой поверхности.
 Виды токарных резцов
Виды токарных резцов
Конструкция токарного резца
Разные виды резцов для токарного станка различаются формой, наличием дополнительных лезвий, зубьев. Однако общая конструкция остаётся неизменной. Оснастка состоит из двух основных элементов:
- Стержня. Второе название «державка». Элемент оснастки, который закрепляется в оборудовании.
- Рабочей части. Заточенный элемент резца, который соприкасается с заготовкой. Зависимо от особенностей конструкции, пластина, соприкасающаяся с заготовкой, может состоять из множества режущих кромок, рабочих плоскостей.
Работая с оснасткой для токарного оборудования, нельзя забывать про важность углов заточки рабочей части. Всего выделяется три угла, изменение которых повлияет на результат.
Геометрия резца
Существуют различные разновидности резцов, которые отличаются по размеру, форме державки и количеству плоскостей на рабочей головке. Например, стержень для закрепления оснастки может быть круглым, прямоугольным, квадратным. Рабочий элемент приспособления представляет собой набор поверхностей:
- Режущая часть.
- Вершина.
- Плоскость с тыльной стороны.
- Плоскость, расположенная на лицевой части.
Существует два типа резцов — правосторонние и левосторонние. Отличие заключается в том, как расположена режущая кромка относительно удерживающей части.
Классификация резцов для токарной обработки
Существуют государственные стандарты, в которых описывается классификация токарных резцов. Одной из классификаций является разделение по типу обработки металлических поверхностей:
- Грубая обработка — черновая.
- Чистовое обрабатывание.
- Проведение высокоточных операций.
- Получистовая очистка.
Существует разделение по виду материала, из которого делают рабочую часть оснастки. Отдельная классификация касается целостности конструкции оснастки:
- Цельные приспособления. Представляют собой оснастку для токарных станков, изготавливаемую из легированной стали. Редко встречаются модели, изготовленные из инструментальной стали.
- Приспособления с дополнительными пластинами. Они делаются на заводе из разных видов твердых сплавов, металлов.
- Модели со съёмными пластинками. Закрепляются на державке с помощью винтов. Редко используются во время серийной обработки металлических деталей.
Главной классификацией считается разделение приспособлений на отдельные виды по форме, конструкции. О них нужно поговорить отдельно.
 Классификация резцов
Классификация резцов
Прямые проходные
Используются для наружной обработки заготовок из стали. Размеры:
- прямоугольные державки — 25х16 мм;
- квадратные державки — 25х25.
Резец токарный проходной с частью, закрепляемой в суппорте квадратного сечения. Используется при проведении особых штучных операций.
Отогнутые проходные
Специальная оснастка, у которой рабочая часть согнута в левую или правую сторону. Применяются для торцевания деталей. С их помощью удобно снимать фаски. Существует три разновидности отогнутых резцов:
- Тренировочная оснастка — 16×10 мм.
- Наиболее популярный размер — 25х16 мм.
- Заказные модели — 40х25 мм.
Редко встречаются размеры удерживающей части 32х20, 20х12 мм.
Упорные проходные
Приспособления бывают с прямым и отогнутым рабочим элементом. Предназначены для работы с деталями цилиндрической формы. Форма плюс правильная заточка позволяют быстро снимать большинство излишков с рабочей поверхности заготовки. Размеры державок у упорных проходных приспособлений — 16х10–40х25 мм.
Отогнутые подрезные
Представляют собой оснастку похожую на проходную. Однако, есть различие по форме режущей кромки. Она треугольная, что позволяет делать более качественную обработку. Размеры удерживающей части — 16х10–32х20 мм.
Отрезные
Популярные приспособления, которые применяются при разрезании металлических заготовок. На месте реза образуется угол 90 градусов. С его помощью создают пазы, выемки на деталях. Отрезная оснастка представляет собой державку с закреплённой пластиной из твердого сплава металлов. Размеры удерживающей части — 16х10–40х25 мм.
 Работа с отрезным резцом
Работа с отрезным резцом
Резьбонарезные для внешней резьбы
Данные приспособления применяются, когда нужно сделать резьбу снаружи металлических заготовок. Инструмент состоит из удерживающей части с закреплённым на ней копьевидными пластинками.
Резьбонарезные для внутренней резьбы
Приспособления применяются для нарезания резьбы в просверленных отверстиях. Приспособление состоит из удерживающего элемента квадратного сечения. От её размера зависит то, на какую глубину можно будет нарезать резьбу. Чтобы использовать резьбонарезные приспособления, на промышленном оборудовании должна быть установлена гитара.
Расточные для глухих отверстий
Расточные инструменты оборудуются согнутой на бок рабочей частью. Сверху напаивается режущая треугольная пластинка. От того насколько изменяется длина части, закрепляемой в суппорте, зависит размер отверстия, которое подлежит расточке.
Расточные для сквозных отверстий
Это оснастка для промышленного оборудования. Она применяется для расточки отверстий, созданных сверлением. От того, какая длина у части, закрепляемой в суппорте, зависит глубина обработки отверстий. Элемент с режущей кромкой имеет отогнутую головку. Толщина материала, которую снимает режущая кромка, практически равна изгибу. Максимальная длинна удерживающей части — 300 мм.
 Расточные токарные резцы
Расточные токарные резцы
Сборные
Выполняют разные технологические операции. Конструкция позволяет закреплять на державке разные твердосплавные пластинки. Наличие нескольких рабочих элементов позволяет увеличить универсальность приспособления. Резцы, которые собираются из разных пластин, закрепляются в шпинделях оборудования, управляемого системой ЧПУ. Сборными приспособлениями обрабатывают отверстия, делают контура, выбирают канавки.
Правила заточки резцов по металлу для токарного станка
Заточка токарных резцов — ответственная процедура. При её проведении нужно учитывать особенности оснастки, материал. Заточка рабочего инструмента проводится три этапа:
- Заднюю часть срезают под углом, который идентичен заднему углу удерживающего элемента приспособления.
- Далее работают с тыльной частью рабочей головки.
- Заключительный этап — доводка угла до нужного положения.
Выполнить заточку можно тремя способами:
- Используя круг с абразивным напылением.
- Покрывая затачиваемую поверхность химическими средствами.
- Используя специализированное оборудование.
Чтобы не испортить режущий элемент приспособления, сделать её более долговечной, нужно учитывать ряд правил:
- Не пытаться заточить кромку с помощью заточного бруска. Ручными инструментами крайне сложно сделать нужный угол. Нагревание, которое возникает во время трения, ухудшает характеристики рабочей головки оснастки.
- Предпочтительнее выполнять заточку режущей кромки используя систему охлаждения.
- Прежде чем начинать заточку с помощью абразивного круга нужно его проверить. Он должен быть ровным, без сколов, трещин. Во время кручения диск не должен отклоняться в стороны. Это может вызвать поломку оборудования, порчу режущей кромки.
- Запрещено удерживать резец на весу. Для этого нужно применять специальный упор. Он устанавливается на расстоянии 5 мм от абразивного круга.
- Чтобы не возникало перегрева материала во время вращения круга, нельзя прижимать оснастку к абразиву. Усилия должны быть минимальны.
- При работе нужно использовать защитные очки, чтобы защитить глаза от попадания металлической стружки.
- Нельзя затачивать одноразовые модели, изготовленные в виде пластин.
- Лучший вариант во время выбора вида абразива, которым покрывается точильный круг — карборунд. Представляет собой абразивную крошку зелёного цвета. Этот материал подходит для заточки твердосплавных режущих пластин. Затачивать углеродистые стали нужно корундовыми кругами.
- Нельзя быстро охлаждать резец после заточки. Это приведёт к нарушению целостности металла.
- Периодически менять точильные камни.
Нельзя забывать про доводку оснастки. Эта технологическая операция позволяет избавиться от сколов, микротрещин, неровностей на лезвии. Чтобы провести доводку, применяется специальное оборудование, на котором закрепляются круги с алмазным напылением. Резец зажимается в тисках, которые перемещаются к заточному кругу с помощью ручки. Используя маховик доводят режущую кромку до финишного состояния.
Какие бывают токарные резцы по металлу и где применяются

Очень часто у нас в магазине покупают токарные резцы по металлу и если снабженцы, которые в них разбираются, называют каждый вид резца правильно, то рядовые граждане частенько путают резцы. В этой статье предлагаю вам ознакомиться с основными видами токарных резцов — посмотрите фото, узнаете размерный ряд и область применения каждого вида.
Все модели — Канашского завода, их продукция одна из самых качественных на этом рынке.
Важно! Все модели резцов выполняются с пластинами разной марки — чаще всего это ВК8, Т5К10 и Т15К6. Другие твердые сплавы используются достаточно редко (например Т30К4 и им подобные).
Один из самых востребованных резцов. Применяется для отрезки заготовки. Его ни с чем другим не спутать — тонкая ножка с напаенной твердосплавной пластиной. Область применения — отрезка по прямым углом, также ими вырезают тонкие канавки.
Бывают право и левосторонние. На фото четко можно отличить правый от левого — слева как раз-таки левосторонний. Все другие — стандартные правые, в 90 процентах случаях для работы требуются именно они. Отличить весьма просто — берете резец пластиной вниз(как нож) и если ножка справа — то значит и резец правый. Слева — значит левый (менее распространенный). Гляньте фото, там все видно.
Размерный ряд державок:
— 16*10 мм — для маленьких «школьных» станков
— 20*12 мм
— 25*16 мм — самый популярный
— 40*25 мм — большие резцы, редко можно найти в продаже, только под заказ.
Само название говорит о его области применения — им обрабатывают торцы заготовок, а также снимают фаски. Отогнутая часть как бы огибает заготовку сбоку. Фото:

Размерный ряд также очень приличный:
— 16*10 мм — маленькие для школьных станков
— 20*12 — нестандартный размер
— 25*16 мм — самый востребованный
— 32*20 мм
— 40*25 мм — редко можно найти в продаже, только под заказ как правило
Проходной упорный отогнутый
Приставку «отогнутый» как правило не используется в обиходе, резцы называют просто проходными упорными. Но изгиб можно видеть, бывают и без него.
Область применения — одни из самых нужных резцов. Используются для обработки цилиндрических заготовок. Изгиб как раз-таки позволяет обтачивать круглые детали, снимая максимально много металла за один проход резца. Обработка детали идет вдоль её вращения!

Размерный ряд также широк:
— 16*10 мм
— 20*12
— 25*16
— 32*20
— 40*25
Также бывают левосторонние и право. В подавляющем большинстве случаев используются правые модели.
Область применения такая же, как у проходного отогнутого, однако тем удобнее снимать фаски. А прямым чаще всего обрабатывают поверхности металла. Используется на производстве нечасто.

— 25 на 16 мм — стандартный с прямоугольной державкой
— 25 на 25 мм — нестандартная державка, для каких-то специальных работ
Чаще всего его путают с проходным упорным. У подрезного треугольная пластина, обратите внимание! Фото:

Область применения: обрабатывают заготовки поперек оси вращения (перпендикулярно). Кроме отогнутых моделей могут быть и упорные (но они не востребованы как правило).
— 16*10 мм
— 25 на 16 мм
— 32 на 20 мм
Для нарезания наружной резьбы
Область применения: название говорит само за себя — такими резцами нарезают резьбу. Какую? Если берете резец с завода, то он, как правило, «заточен» под метрическую резьбу. Для других видов резьб его нужно будет перетачивать.
Пластина установлена «копьевидная» (правильное её название — отрезная, продаются отдельно), может быть разного сплава (марки указаны в начале статьи). Получаемая резьба на заготовке внешняя (так называемый «папа») — болт, шпилька и т.п.

Наиболее востребованные размеры:
16*10 мм
25*16 мм
32*20 мм — используется не так часто
Для нарезания внутренней резьбы
Если наружным можно нарезать и мелкую резьбу, то внутренним режут только резьбу большого диаметра. Это можно понять по размерам самих резцов. Фото:

Важно! Не путайте этот резец с расточными для глухих отверстий, они внешне похожи, но принципиально разные! Расточные ниже в статье, сравните.
— 16*16*150
— 20*20*200
— 25*25*300 мм
Первая и вторая цифры — размер державки (она квадратная по сечению), а третья цифра — длина державки. Чем длиннее — тем глубже можно нарезать резьбу внутри заготовки.
Обратите внимание — чтобы использовать такой резец, необходимо, чтобы ваш станок был оснащен приспособой под названием «гитара».
Расточной для глухих отверстий
Область применения — для расточки глухих отверстий. Работают ими как бы с торца, для чего и нужен этакий «изгиб» головки. Тогда как «внутренний»(смотрите ниже) полностью заходит державкой в заготовку.
- Пластина этого резца треугольная, такая же, как у подрезного (смотрите выше).
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Чем больше размер резца, тем большего диаметра можно растачивать отверстия!
Расточной для сквозных отверстий
Область применения — ими растачивают детали «внутри» по всей длине. Чем длиннее державка — тем больше внутри можно расточить. Чаще всего деталь растачивают после сверления её большим сверлом, также можно работать и по существующим размерам.

Пластинка прямая, выступа нет, а значит резец легко заходит внутрь получившейся в результате сверления «трубки» и растачивает её изнутри, проходя насквозь. Слой снимаемой стружки примерно равен изгибу головки резца
— 16*16*170 мм
— 20*20*200 мм
— 25*25*300 мм
Одни из самых редко встречающихся резцов. Их еще называют универсальными, ибо они оснащаются разными пластинами, благодаря чему можно обрабатывать заготовки различной формы под разными углами. Различаются между собой как по размеру державки, так и по форме пластины, которую можно зажать.
На фото ниже представлены 3 разные модели:

Самый маленький резец имеет державку 20 на 20 мм и оснащен 4-гранной квадратной пластиной.
Чуть побольше имеет державку уже 25 мм и пластина также квадратная, но размером побольше.
Ну и третий резец по параметрам схож со вторым, в нем по умолчанию установлена 5-гранная пластина, но можно её достать и поставить такую же, как на втором — квадратную большую.
По деньгам такие стоят в районе 300 рублей за штуку, но найти в продаже сложно, даже под заказ привезти порой проблематично.
Лучшие расширительные баки

В автономной отопительной системе дома необходимо компенсировать температурные расширения теплоносителя. Для этого устанавливают резервуары, собирающие избыток воды или антифриза. Производители выпускают гидрооборудование для систем отопления разной мощности. Лучшие расширительные баки работают в автоматическом режиме, отличаются длительным сроком службы. Команда VyborExperta.ru приняла решение разобраться, какие модели достойны установки в частных домах и на объектах коммерческой недвижимости.

Рейтинг расширительных баков
Для составления обзора отобрали технику известных брендов на рынке гидротехнического оборудования. Изучили технические характеристики, особенности монтажа и работы, конструктивные особенности. Эксперты учитывали отзывы владельцев, мнения теплотехников, занимающихся обслуживанием отопления. Основное внимание уделили следующим параметрам:
- Вид оборудования – выпускают открытые, закрытые, мембранные гидроаккумуляторы;
- Объем – влияет на сферу применения;
- Способ монтажа – устанавливают прибор вертикально или горизонтально;
- Давление – устройства рассчитаны на работу с насосами разной мощности;
- Защита от ржавчины – влияет на срок использования, необходимость ремонта.
Протечки, низкое качество резьбы, дефекты в резине и клапанах – оборудование с такими характеристиками мы исключили из нашего рейтинга.
Лучшие расширительные баки для отопления
Особенностью расширительного бака для отопления является повышенная термостойкость комплектующих. По этой причине в моделях мембранного типа используют эластомеры, выдерживающие высокую температуру. Материалы, применяемые при производстве, рассчитаны на высокие динамические нагрузки, агрессивное воздействие антифриза. В конструкции есть воздушный предохранительный клапан, защищённый от теплоносителя мембраной.
Wester Wrv 8
Бачок разработан для отопления закрытого типа. Объем в 8 литров делает оборудование актуальным для дачи, небольшого загородного дома или магазина. Комплектуется мембраной, изготовленной из термостойкой резины EPDM. Используемые для производства материалы позволяют применять в качестве теплоносителя гликоль с концентрацией 50%. Корпус создан из углеродистой стали. Внешняя поверхность защищена от коррозии, механического воздействия эпоксиполиэфирным покрытием.
Фланец выполнен из конструктивной стали, надежно крепится на 4 болтах, ниппель выполнен из латуни. Подключение к трубам отопления выполняется чрез штуцер. Модель рекомендована для трубопроводов с давлением до 5 атмосфер. Прибор рассчитан для работы при температурах от -10 до +100 градусов.

Достоинства:
- Небольшие размеры;
- Компактная архитектура;
- Низкая цена;
- Срок эксплуатации 7 лет;
- Надежная мембрана.
Недостатки:
- Не обнаружены.
Российский производитель предлагает дополнительно приобрести для этой серии оборудования группу подключения с манометром и усовершенствованной системой безопасности, которая работает с котлами, мощностью до 50 кВт. Конструкция не только упростит монтаж, но и повысит надежность работы отопления.
Джилекс 10 F
Плоский вертикальный расширительный бак привлекает своим формфактором. Компоновка упрощает выбор места для установки. Резервуар изготовлен из конструкционной стали толщиной 1 мм, что увеличивает срок службы, позволяет выдерживать высокие нагрузки, обеспечивает устойчивость к механическим повреждениям во время транспортировки. От коррозии металл защищён порошковой краской. Толщина декоративного покрытия 120 мм, что делает его устойчивым к появлению царапин, потертостей. Краска не выцветает под воздействием тепла или солнечного ультрафиолета.
Мембрана для этой модели Джилекс производится из EPDM, имеет оригинальную ступенчатую форму, что препятствует контакту со стенками. Фланец изготовлен из стали, воздушный клапан укомплектован защитным пластиковым колпачком. Гаджет предназначен для закрытых систем, работающих с котлами на твёрдом и жидком топливе.

Достоинства:
- Выдерживает температуру до +120 градусов;
- Отсутствие контакта теплоносителя с корпусом;
- Надежный резьбовой штуцер;
- Отсутствуют воздушные пробки.
Недостатки:
- Завышенная цена.
Stout STH-0004-000018
Российский расширительный бак для закрытых систем изготовлен из углеродистой стали толщиной 1 мм. Поверхность металла фосфотирована для дополнительной защиты от коррозии, покрыта порошковой краской. Декоративный термостойкий слой устойчив к истиранию, не выцветает под воздействием солнечных лучей. Мембрана из EPDM отличается повышенной прочностью, имеет ступенчатую конструкцию.
Воздушный клапан, по отзывам пользователей, стабильно и точно регулирует давление. От внешних воздействий надежно защищается колпачком из ударопрочного пластика. Модель вертикальная, присоединительный патрубок расположен в верхней части, что упрощает монтаж. Рекомендуемая максимальная температура теплоносителя не должна превышать +100 градусов.

Достоинства:
- Фланец из нержавеющей стали;
- Сменная мембрана;
- Средний срок службы 10 лет;
- Низкая цена.
Недостатки:
- Нет опорных ножек.
Reflex NG 8 (8230100)
Немецкий вертикальный мембранный расширительный бак для отопления в доме является одним из самых популярных в своем классе у европейских владельцев частных домов. Пользователей привлекает устойчивость к динамическим нагрузкам в 6 атмосфер, длительный срок службы. Теплоносителем может быть вода или 50%-ный раствор гликоля. Максимальная температура в 120 градусов свидетельствует о высоком качестве резины на основе этиленпропиленового каучука.
Для защиты корпуса от коррозии Рефлекс использует эпоксидное покрытие. Декоративное покрытие устойчиво к появлению царапин, потертостей, не выгорает на солнце или под действие тепла. Резервуар изготовлен из инструментальной стали, клапан – из прочного пластика. Модель имеет нижнее подключение.

Достоинства:
- Возможность выбора цвета;
- Работает с производительными котлами;
- Простая установка;
- Длительный срок службы.
Недостатки:
- Несъемная мембрана;
- При постоянных температурах более 70 градусов требуется предварительная емкость.
Лучшие расширительные баки для водоснабжения
В системе автономного водоснабжения гидроаккумуляторы используют для компенсации скачков давления, которые неизбежны при включении или выключении скважинного насоса. Это увеличивает продолжительность службы сантехнического оборудования, позволяет снизить последствия гидравлических ударов. Расширительный бак для водоснабжения обеспечивает водой, сокращая количество включений насосов. Конструктивная особенность – использование пищевой резины при производстве мембран.
Taen Ptw H-24
Гидроаккумулятор разработан для холодного и горячего водоснабжения. Прибор имеет горизонтальную компоновку, устойчивые кронштейны для монтажа. Производитель позаботился о площадке для установки насоса. Корпус изготовлена из инструментальной стали, сварные швы выдерживают гидродинамическое воздействие. Фланец изготовлен из нержавеющей стали, что увеличивает срок его службы.
Модель комплектуется сменной мембраной из искусственного каучука, которая выдерживает нагрев до 99 градусов. Воздушный клапан выливается из ABS-пластика, имеет защитный колпачок. Емкость защищена от появления ржавчины порошковой краской, декоративное покрытие устойчиво к повышенной влажности, воздействию ультрафиолета, истиранию.

Достоинства:
- Удобной устанавливать в небольших комнатах;
- Низкая цена;
- Стабильная работа с насосами разной мощности;
- Выдерживает нагрузку до 6 бар.
Недостатки:
- Не обнаружены.
Oasis RV-50N
Модель разработана китайскими инженерами для холодного, горячего водоснабжения и отопления частного дома. Имеет вертикальную компоновку, емкость изготовлена из углеродистой стали. От появления ржавчины поверхность защищает полимерное покрытие, устойчивое к износу. В корпусе смонтирована резина из EPDM, рассчитанная на использование с теплоносителем, нагретым до 99 градусов.
Емкость выдерживает 8 атмосфер. Фланец изготовлен из оцинкованной стали. Воздушный клапан защищен от механического воздействия колпачком из ударопрочного пластика. Для установки предусмотрены опорные ножки из стали. Оборудование поддерживает стабильные рабочие показатели в системе, отличается продолжительным сроком службы.

Достоинства:
- Прочный корпус;
- Долговечный фланец;
- Выдерживает гидродинамические удары;
- Хорошая устойчивость.
Недостатки:
- Грубый сварной шов.
Flamco Airfix R 80/4,0
Голландская компания разработала гидроаккумулятор для подачи горячей, холодной питьевой воды. Для поддержки давления емкость закачана азотом, что увеличивает устойчивость к коррозии и позволяет дольше сохранять исходные параметры, установленные на заводе. Емкость – сварная конструкция с надежными швами, выдерживает до 10 атмосфер.
Резина из EPDM выдерживает скачки температуры до 120 градусов. Для защиты металла от коррозии разработчики применили эпоксидное порошковое покрытие. Декоративный слой устойчив к царапинам, потертостям. Для напольного монтажа предусмотрены опорные ножки с отверстиями для крепежа. Техника может применяться для отопления, где в качестве теплоносителя заливают 50% раствор гликоля.

Достоинства:
- Фланец из нержавеющей стали;
- Каждый прибор тестируется в заводской лаборатории;
- Безупречное качество резьбы для подключения к трубопроводу;
- Мембрана капсульного типа;
- Форма корпуса рассчитана на гидроудары.
Недостатки:
- Не обнаружено.
Как выбрать расширительный бак
При выборе гидротехники необходимо учесть назначение устройства, способ установки. Основными техническими параметрами является объем емкости и максимальное рабочее давление. Стоит учесть репутацию производителя, наличие официальной гарантии. Это позволит купить девайс, который прослужит 7-10 лет и обеспечит стальную работу теплового, сантехнического оборудования.
Вид расширительного бака
Выпускают открытые и закрытые расширительные баки для котлов, мембранные модели для водоснабжения. Техника отличается конструкцией, функциональностью, условиями монтажа. Емкости открытого типа устанавливают в верхней точке отопительной системы. Конструкция простая: верхняя плоскость отсутствует полностью или частично для компенсации гидравлического воздействия, в верхней части вмонтирована трубка для отвода избытка воды в канализацию. Недостатком является контакт теплоносителя с воздухом, риск, что отвод не справиться с излишком воды при гидроударе.
Закрытые комплектуются мембранами, в ёмкость дополнительно закачивается воздух под напором. Эластичная резина не допускает контакт теплоносителя с воздухом, что положительно сказывается на интенсивности коррозии в трубах, радиаторах. Мембрана компенсирует скачки давления, обеспечивает стабильность этого показателя.
Объем
Рассчитывается с учетом средней температуры и объема используемого теплоносителя. В высокотемпературных системах расширение воды после нагрева достигает 5-7%. Если объем теплоносителя 100 литров, то излишки составят 5-7 литров. Рекомендуется выбирать емкость, которая способна вместить весь этот литраж в двойном размере: 10-15 л. В системах с низкотемпературным теплоносителем процент излишков будет меньше – около 3%. При расчетах необходимо учитывать объем не только используемых радиаторов, но и труб. При наличии проблем с вычисления – выбор оборудования лучше доверить теплотехникам.
Способ установки
Выпускают модели с вертикальным и горизонтальным монтажом. Выбор зависит от назначения устройств. Если нужен запас воды – то преимущество у вертикальной компоновки. Такие модели занимают мало места, а в каталогах производителей десятки моделей с разным функционалом. При вертикальной конструкции более простой отвод воздуха при компенсации давления. Горизонтальные модели больше подходят для небольших загородных домов и дач.
Максимальное рабочее давление
Техника должна соответствовать давлению в трубах. В частных домах это значение не велико 3-5 атмосфер. Этого достаточно, чтобы обеспечить стабильную подачу теплоносителя. При централизованном отоплении фиксируются значения до 10 атмосфер. При этом необходимо учитывать, что во время опрессовки и перебоях в работе котла возможны скачки до 13-15 атмосфер.
Какой расширительный бак лучше
Производители предлагают технику, которая отличается объемом, качеством комплектующих и производительностью. Какой расширительный бак нужен для дачи, а какой больше подойдет для двухэтажного коттеджа? Команда VyborExperta.ru советует пользователям выбрать следующие марки оборудования:
- Wester WRV 8 – для отопления дачного дома;
- Stout STH-0004 – выбор владельца особняка;
- Taen PTW H-24 – для водоснабжения дачи;
- Oasis RV-50N – универсал для загородного коттеджа.
Все представленные марки достойны внимания владельцев недвижимости, но только самые эффективные и долговечные удостоились звания лучших в своих категориях.
Как правильно сделать выбор расширительного бака системы отопления, расчеты и особенности установки
Планирование системы отопления – это не только радиаторы и котел, но и другие элементы, входящие в общую схему отопления и обеспечивающие безотказную работу и полноценную функциональность. Выбор расширительного бака системы отопления является немаловажной частью такого планирования. Именно расширительный бак обеспечивает компенсацию температурных расширений и обеспечивает нормальную работоспособность всего оборудования.
При выборе расширительного бака необходимо сразу определиться с типом системы, принципом циркуляции теплоносителя, общим объемом воды. В некоторых случаях потребуется монтаж дополнительного оснащения, например, циркуляционного насоса.
- Расширительный бак для отопления для чего он нужен и как работает
- Разновидности и особенности расширительного бака
- Открытая и закрытая системы отопления
- Подобные баки имеют следующие преимущества:
- Недостатков использования открытых баков намного больше:
- Преимуществ подобного оборудования множество:
- Закрытый мембранный бак
- Среди преимуществ использования такого оборудования необходимо отметить:
- Особенности выбора расширительного бака для системы отопления, несколько нюансов
- Установка мембранного расширительного бака: тонкости работ
- Несколько важных замечаний
- Настройка бака для работы в системе отопления, учет перепадов и уровня давления
- Пример расчета
- Обслуживание расширительного бака
- Ориентировочные значения содержания воды в системах отопления
- Коэффициент увеличения объема воды водогликолевой смеси в зависимости от температуры
Расширительный бак для отопления для чего он нужен и как работает
Что такое бачок отопительный, как выбрать расширительный бак для системы отопления? Такое оборудование выполняет компенсацию температурных расширений жидкости при ее нагреве или остывании. Ведь увеличение объема теплоносителя в системе отопления происходит при каждом ее запуске, то есть нормальное функционирование отопления полностью зависит от правильно выбранного расширительного бака.
При запуске системы нагретая вода увеличивается в объеме, ее излишек поступает в полость бака, предохраняя трубы от разрыва. При остывании «лишняя» вода возвращается в систему и поступает далее к котлу для нагрева, после этого цикл повторяется. В каких еще случаях расширительный бак необходим? Именно такое оборудование обеспечивает защиту системы от воздушных пузырей, которые могут остановить циркуляцию теплоносителя.
Разновидности и особенности расширительного бака
Конструкция расширительных бачков предполагает разделение оборудования на три вида:
- Открытые бачки. Такое оборудование применяется для систем с естественной циркуляцией, это открытые емкости, которые соединяются с общей системой при помощи соединителя в дне бака. Монтируются они в самой высокой точке отопительной системы, обычно на чердаке.
- Закрытые баки. Это оборудование предназначены для отопительных систем с принудительной циркуляцией без подпитки. Устройство расширительных бачков осуществляется в специально оборудованной котельной, дополнительной защиты от промерзания или обслуживания не требуется.
- Мембранные расширительные бачки. Современный тип оборудования, работающий в автоматическом режиме. Принцип функционирования схож с закрытыми системами, но подобное оборудование имеет эластичную мембрану, что делает бак более надежным и удобным в использовании.
Открытая и закрытая системы отопления
Открытые баки используются для отопительных систем, где теплоноситель циркулирует самотеком. Емкость обычно имеет цилиндрическую или прямоугольную форму с открытым верхом, соединение с системой отопления осуществляется через выход на дне.
Подобные баки имеют следующие преимущества:
- система полностью энергонезависимая;
- конструкция бака предельно простая.
Недостатков использования открытых баков намного больше:
- необходимо регулярное обслуживание;
- теплопотери в системе довольно высокие;
- внутренние стенки бака подвержены коррозии;
- при монтаже требуется дополнительная прокладка труб;
- монтаж осуществляется на чердаке, что требует дополнительного усиления перекрытий из-за большого веса бака.
 Пример расширительного бака открытого типа из нержавейки
Пример расширительного бака открытого типа из нержавейки
Закрытые баки могут использоваться для любой отопительной системы, но обычно они востребованы для принудительного отопления. Бак закрытый, то есть контакт теплоносителя и окружающего воздуха исключен. Кроме того, герметичные бачки могут быть оснащены автоматическими или ручными клапанами, манометрами для замера давления в системе.
Преимуществ подобного оборудования множество:
- бак можно монтировать в котельной, он не требует защиты от промерзания;
- уровень давления в системе может быть довольно высокий;
- бак более защищен от коррозии, его эксплуатационные сроки большие;
- теплоноситель не испаряется;
- отсутствуют теплопотери;
- уход за системой более простой, нет необходимости следить за давлением, уровнем воды.
 Расширительный бак закрытого типа WESTER
Расширительный бак закрытого типа WESTER
Закрытый мембранный бак
Для мембранной системы используется герметичный бак, функционирование которого схоже с обычным закрытым. Принцип работы очень простой – при нагреве теплоноситель расширяется, «лишняя» вода поступает в одно отделение бака, оказывая давление на эластичную мембрану. При остывании давление снижается, воздух из второй емкости выталкивает прохладную воду назад в систему, то есть происходит ее циркуляция.
Мембрана может быть съемной или несъемной, она не соприкасается с внутренними стенками устройства. Если мембрана повреждена, ее необходимо заменить, так как бак перестает функционировать.
Среди преимуществ использования такого оборудования необходимо отметить:
- компактные размеры бака;
- теплоноситель не испаряется;
- теплопотери системы минимальные;
- система защищена от коррозии;
- есть возможность работы с высоким давлением без опасения повреждения системы.
 Мембранный расширительный бак
Мембранный расширительный бак
Особенности выбора расширительного бака для системы отопления, несколько нюансов
Выбирая расширительный бачок, необходимо обратить внимание на такие критерии:
- место установки;
- тип отопительной системы (с естественной и принудительной циркуляцией);
- рабочие параметры системы, включая давление (необходимо выполнить расчеты давления для бака, теплоносителя, теплообменника);
- объем расширительного бачка (не может быть меньше, чем 10% от общего объема воды в системе);
- необходимость автоматизированного управления;
- особенности работы бака (автономное энергонезависимое, с принудительной циркуляцией и подключением к электрической сети)
Одним из критериев выбора оборудования является расчет воды и ее давления. При таких расчетах системы отопления учитываются:
- объем воды в котельном агрегате (он указан в паспорте к котлу);
- объем воды для радиаторов (необходимо рассчитать отдельно для каждого радиатора и суммировать полученные значения);
- объем теплоносителя в трубах системы (рассчитывается для всех контурах при помощи формулы Vобщ = π × D2 × L/4, где D является диаметром трубы, L – это длина трубы).
Таким расчетом вычисляется, какой объем должен быть у бака. Обычно при проектировании закладывается, что объем расширительного бачка не может быть меньше 10-15%. Такого значения будет достаточно для вывода воздуха из отопительного контура и защиты оборудования от разрывов или протечек при температурном расширении.
Установка мембранного расширительного бака: тонкости работ
Для монтажа расширительных емкостей необходимо использовать следующий алгоритм действий:
- выбирается сам бак и его объем (для принудительных систем необходима модель мембранного типа);
- далее выполняется крепление устройства (место установки бачка должно быть ровным, требуется надежная фиксация, для открытых емкостей дополнительно прокладываются соединительные трубы);
- далее выполняется врезка в обратный трубопровод, для чего можно использовать пластиковые или стальные трубы соответствующего диаметра (он должен соответствовать диаметру камеры расширительного бака);
- после подключения труб и установки крана-американки, необходимо проверить давление и условия работы расширительного бака отопления (емкость заполняется водой, лишний воздух сам выходит из газовой камеры через специальный клапан);
- при необходимости можно установить аварийный слив, который будет находиться после крана-американки (для этого ставится тройник с ответвлением для установки полудюймового крана для слива излишки воды).
На этом установка расширительного бака для отопления завершена, можно приступать к настройке системы и ее запуску. Чтобы правильно определить рабочее давление, необходимо не только предварительно рассчитать объем бака, но и определить такие параметры, как показатели давления в общей системе, воздушной камере бака, для подпитки оборудования (при необходимости) и уровень максимально возможного давления.
Несколько важных замечаний
Для того, чтобы система и расширительный бачок нормально функционировали, необходимо учитывать такие моменты, как настройка, обслуживание и расчеты давления, объема теплоносителя.
Настройка бака для работы в системе отопления, учет перепадов и уровня давления
Как после монтажа запустить бачок? Необходимо правильно рассчитать уровень давления в сети, учитывая следующие показатели:
- Pст – это статическое давление, которое будет равно высоте столба воды, обусловленное высотой общей системы отопления от точки установки бака до верхнего элемента;
- P0 – это давление воздуха в газовой (воздушной) камере бака;
- Pнач – это начальное давление для подпитки оборудования;
- Pрасш – настройки для давления, создаваемого в системе;
- Pкон – уровень давления, которое создается в результате дополнительной подпитки;
- Pкл – уровень давления для предохранительного клапана (для частных домов такое давление может составлять 3 бара);
- Pмакс – уровень максимального рабочего давления, на которое рассчитан теплообменник котла (именно он самый чувствительный к этому параметру элемент всей отопительной сети).
Пример расчета
Особенности расчета системы включают в себя такие шаги:
- Сначала надо определить давление: Pст = 4 / 10 = 0,4 бар.
- Далее в камеру накачивается воздух, давление которого определяется по формуле P0 = Pст+ 0,2 бар, или P0 = 0,4 + 0,2 = 0,6 бар.
- Для одноэтажного дома значение Р0 можно принимать равным «1», так как расчетное значение 0,6 бар.
- Затем бак подключается к системе, в его полости создается начальное давление Р нач., рассчитываемое при помощи формулы: Pнач> или = P0 + 0,3 бара или Pнач = 1 + 0,3 = 1,3 бар.
- Далее включается отопительный котел до температуры в 80 градусов, из системы полностью удаляется весь воздух, теплоноситель, поступая в бак, создает определенное давление. Для расчета необходимого конечного давления в системе надо воспользоваться формулой Pкон





